ПРАВИЛЬНАЯ МАШИНА — это… Что такое ПРАВИЛЬНАЯ МАШИНА?
- ПРАВИЛЬНАЯ МАШИНА
машина для устранения кривизны (волнистости и т п.) металлич. заготовок и изделий при правке листового, сортового и профильного проката, а также длинномерных изделий (осей, валов, шпинделей и др.). Различают П. м. роликовые (для правки листов и сортового проката), роторные (для устранения овальности труб), косовалковые (для правки профилей круглого сечения и труб), раскруточные (для устранения скручивания некруглых труб), растяжные (правка тонких листов и полос), правильные прессы (правка рельсов, труб больших размеров). См. рис.
К ст. Правильная машина, Двусторонний кривошипный правильный пресс: 1 — стол; 2 — ролик; 3 — пуансон
Большой энциклопедический политехнический словарь. 2004.
- ПРАВИЛА ДОРОЖНОГО ДВИЖЕНИЯ
Смотреть что такое «ПРАВИЛЬНАЯ МАШИНА» в других словарях:
правильная машина — Машина для устранения кривизны металлич.
 заготовок и изделий при правке листового, сортового и профильного проката, а тж. длинномерных изделий (валов, осей, шпинделей и др.). Различают п. м. роликовые (для правки лист. и сорт. проката), роторные… … Справочник технического переводчика
заготовок и изделий при правке листового, сортового и профильного проката, а тж. длинномерных изделий (валов, осей, шпинделей и др.). Различают п. м. роликовые (для правки лист. и сорт. проката), роторные… … Справочник технического переводчикаправильная машина — [straightener; leveller] машина для устранения кривизны металлических заготовок и изделий при правке листового, сортового и профильного проката, а также длинномерных изделий (валов, осей, шпинделей и др.). Различают правильная машины роликовые… … Энциклопедический словарь по металлургии
Правильная машина — применяется для правки (См. Правка) металлических изделий. Существует несколько типов П. м. Роликовые П. м. имеют 2 ряда роликов, расположенных параллельно в шахматном порядке (рис.). Эти П. м. получили наибольшее распространение для… … Большая советская энциклопедия
правильная машина для труб — — [http://slovarionline.
ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN pipe straightener … Справочник технического переводчикакосовалковая правильная машина — [cross roll straightener] валковая правильная машина, в которой верхние и нижние рабочие валки установлены под углом один к другому и к оси правки; Смотри также: Машина электровысадочная машина … Энциклопедический словарь по металлургии
валковая правильная машина — [го 11 (сг) strai ghtener; roll leveller] машина для правки листового и сортового проката или труб путем упругопластического знакопеременного изгиба валиками, расположенными паралллmyjе или под углом один к другому; Смотри также: Машина… … Энциклопедический словарь по металлургии
роликовая правильная машина — [gagger, roller leveller (straightener)] машина для правки сортового проката упругопластичным знакопеременным изгибом профиля (2.), движущегося между калиброванными роликами, расположенными в шахматном порядке; Смотри также: Машина… … Энциклопедический словарь по металлургии
косовалковая правильная машина — Валковая правильная машина, в которой верхние и нижние рабочие валки установлены под углом один к другому и к оси правки.
[http://metaltrade.ru/abc/a.htm] Тематики металлургия в целом EN cross roll straightener … Справочник технического переводчикавалковая правильная машина — Машина для правки листового и сортового проката или труб путем упругопластич. знакоперем. изгиба валиками, располож. паралл. или под углом один к другому. [http://metaltrade.ru/abc/a.htm] Тематики металлургия в целом EN roll levellerstraightener … Справочник технического переводчика
роликовая правильная машина — Машина для правки сорт. проката упругопластич. знакоперем. изгибом профиля, движущегося между калибров, роликами, располож. в шахматном порядке. [http://metaltrade.ru/abc/a.htm] Тематики металлургия в целом EN straightener … Справочник технического переводчика
 заготовок и изделий при правке листового, сортового и профильного проката, а тж. длинномерных изделий (валов, осей, шпинделей и др.). Различают п. м. роликовые (для правки лист. и сорт. проката), роторные… … Справочник технического переводчика
заготовок и изделий при правке листового, сортового и профильного проката, а тж. длинномерных изделий (валов, осей, шпинделей и др.). Различают п. м. роликовые (для правки лист. и сорт. проката), роторные… … Справочник технического переводчика ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN pipe straightener … Справочник технического переводчика
ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN pipe straightener … Справочник технического переводчика [http://metaltrade.ru/abc/a.htm] Тематики металлургия в целом EN cross roll straightener … Справочник технического переводчика
[http://metaltrade.ru/abc/a.htm] Тематики металлургия в целом EN cross roll straightener … Справочник технического переводчикаправильная машина — это… Что такое правильная машина?
- leveller
- charging machine
Смотреть что такое «правильная машина» в других словарях:
ПРАВИЛЬНАЯ МАШИНА — машина для устранения кривизны (волнистости и т п.
правильная машина — Машина для устранения кривизны металлич. заготовок и изделий при правке листового, сортового и профильного проката, а тж. длинномерных изделий (валов, осей, шпинделей и др.). Различают п. м. роликовые (для правки лист. и сорт. проката), роторные… … Справочник технического переводчика
Правильная машина — применяется для правки (См. Правка) металлических изделий. Существует несколько типов П. м. Роликовые П. м. имеют 2 ряда роликов, расположенных параллельно в шахматном порядке (рис.). Эти П. м. получили наибольшее распространение для… … Большая советская энциклопедия
правильная машина для труб
— — [http://slovarionline. ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN pipe straightener … Справочник технического переводчикакосовалковая правильная машина — [cross roll straightener] валковая правильная машина, в которой верхние и нижние рабочие валки установлены под углом один к другому и к оси правки; Смотри также: Машина электровысадочная машина … Энциклопедический словарь по металлургии
валковая правильная машина — [го 11 (сг) strai ghtener; roll leveller] машина для правки листового и сортового проката или труб путем упругопластического знакопеременного изгиба валиками, расположенными паралллmyjе или под углом один к другому; Смотри также: Машина… … Энциклопедический словарь по металлургии
косовалковая правильная машина — Валковая правильная машина, в которой верхние и нижние рабочие валки установлены под углом один к другому и к оси правки.
[http://metaltrade.ru/abc/a.htm] Тематики металлургия в целом EN cross roll straightener … Справочник технического переводчикавалковая правильная машина — Машина для правки листового и сортового проката или труб путем упругопластич. знакоперем. изгиба валиками, располож. паралл. или под углом один к другому. [http://metaltrade.ru/abc/a.htm] Тематики металлургия в целом EN roll levellerstraightener … Справочник технического переводчика
роликовая правильная машина — Машина для правки сорт. проката упругопластич. знакоперем. изгибом профиля, движущегося между калибров, роликами, располож. в шахматном порядке. [http://metaltrade.ru/abc/a.htm] Тематики металлургия в целом EN straightener … Справочник технического переводчика

 ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN pipe straightener … Справочник технического переводчика
ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN pipe straightener … Справочник технического переводчика [http://metaltrade.ru/abc/a.htm] Тематики металлургия в целом EN cross roll straightener … Справочник технического переводчика
[http://metaltrade.ru/abc/a.htm] Тематики металлургия в целом EN cross roll straightener … Справочник технического переводчикаКОНСТРУКЦИИ ПРАВИЛЬНЫХ МАШИН — Студопедия
К основным типам правильных машин следует отнести правильные машины с параллельным расположением роликов, правильные машины с косорасположенными роликами, правильные прессы, растяжные правильные станы и комбинированные правильные станы и машины, работающие по принципу дрессировки.
- Роликовые правильные машины
Роликовые правильные машины, или правильные машины с параллельным расположением роликов, применяются, как указано выше, в сортовом и листовом производствах; причем в первом случае ролики калиброванные, соответственно форме сечения изделий, подвергающихся правке, во втором — гладкие.
подвергающегося правке. Восемь роликов приводные, а один — задний — холостой.
Вращение этим восьми роликам передается от шунтового электродвигателя мощностью в 130 л. с. с 500—1000 об/мин через редуктор, шестеренную клеть и шпиндели.
Ролики покоятся в подшипниках, расположенных в двух связанных между собой станинах, причем у нижних роликов подшипники установлены в станинах неподвижно (не считая осевого перемещения), а у верхних подшипники сделаны движущимися, что необходимо для регулирования последних при правке.
Регулирование роликов или подъем или опускание подшипников осуществляется вручную от штурвала помощью червячных передач и нажимных винтов.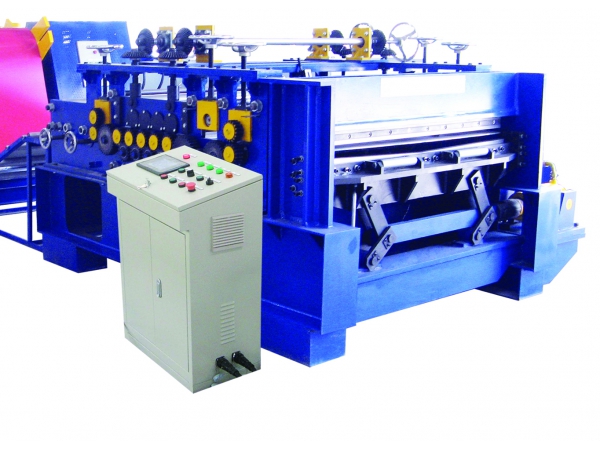
Осевая регулировка роликов осуществляется от штурвала благодаря применению с другой стороны у каждого ролика упорного подшипника и червячной передачи, помещенной на нем.
Смена роликов производится посредством отодвигания одной из станин, расположенной с противоположной стороны от привода, при помощи специального механизма, приводимого в движение от главного электродвигателя.
Она предназначена для правки прокатываемого материала следующих размеров (в мм):
б) Правильная машина с консольными роликами (фиг. 641) установлена у мелкосортного стана кросс-коунтри 300 мм Магнитогорского завода. Она предназначена для правки прокатываемого материала следующих размеров (в мм):
Основное отличие правильной машины с консольными роликами от описанной выше заключается в том, что при данном расположении роликов изгибающие моменты в цапфах сильно повышены, и поэтому подобные машины целесообразно принять лишь для правки материала небольших поперечных сечений.
Консольное положение роликов также требует применения со стороны, противоположной приводу, более массивны цапф, чтобы обеспечить устойчивость роликов, а следовательно и качественную правку материала. В некоторых конструкциях правильных машин свободные концы консольных роликов укрепляются специальными стяжками с тем, чтобы уменьшить прогиб роликов при правке.
В этой правильной машине, как и в машине, описанной ранее, имеется также девять роликов, из которых восемь приводных и один
(задний) холостой, причем передний ролик, как и ранее, служит лишь для направления материала, подвергаемого правке.
Привод роликов осуществляется от шунтового электродвигателе мощностью около 65 л. с. с 1000—1400 об/мин. Скорость правки 0,85— 1,7 м/сек-
В остальном конструкция правильной машины с консольными роликами аналогична описанной выше (см. фиг. 640).
фиг. 640).
в) Правильные машины с неконсольными роликами имеющими гладкую форму, применяются в листовом производстве. Основное отличие этих машин от правильных машин, применяемых в сортовом производстве, заключается в меньшем шаге и диаметре роликов и их длине.Если сортоправильные машины имеют для крупных и средних сортов7—9 роликов, а для мелких 9—11, то листоправильные — для брони итолстых листов —5—7 роликов, для средних листов —7—11 роликов;для тонких — 9—17, для весьма тонких, получаемых холодной прокаткой, 13—21 ролик.
В правильных машинах, применяемых для правки холоднокатаных и весьма тонких листов благодаря небольшим диаметрам роликов при весьма большой длине бочек, возникают высокие напряжения, что требует установки опорных роликов.
На фиг. 642 представлена 13-роликовая правильная машина с 11
Фиг. 642. Правильная машина с групповым регулированием роликов
опорными роликами. Эта машина предназначена для правки холоднокатаных листов толщиной 0,3—1,5 мм.
Регулирование верхних рабочих роликов и их установка в вертикальном положении осуществляется от общего штурвала через конический привод и четыре нажимных винта – по
два с каждой стороны; осевая регулировка рабочих роликов и поперечная — опорных производится каждая от двух штурвалов.
Привод рабочих роликов осуществляется, как и в правильных машинах, описанных выше, от электродвигателя, через редуктор, шестеренную клеть и шпиндели-
В том случае, когда необходима более точная регулировка рабочих роликов, в США применяют правильные машины (фиг. 643), у которых наряду с совместной установкой рабочих роликов с опорными предусмотрена возможность независимой установки каждого рабочего ролика в отдельности и всех сразу.
В этих конструкциях машин каждый рабочий ролик опирается не на один опорный, расположенный посредине (фиг. 642), а на четыре опорных ролика (фиг. 643), благодаря чему напряжения изгиба рабочих роликов сведены до минимума.
Машина правильная — Энциклопедия по машиностроению XXL
Создание новых конструкций машин, правильная их эксплуатация и ремонт могут быть обеспечены только при наличии высокоразвитой науки о машинах. [c.5]
[c.5]Счетно- решающие Решение математических задач Электронно-вычислительные цифровые и аналоговые машины Правильность решений [c.30]
Информация из сферы эксплуатации является тем каналом обратной связи, который воздействует на процесс проектирования и производства машины (см. рис. 71), вносит в него коррективы из условия создания изделий с требуемыми показателями надежности. Эта информация позволяет также оценивать методы и условия работы, ремонта и технического обслуживания машин, правильность организации сложного процесса эксплуатаций машин, [c.530]
В дополнение к теоретическому расчету применяют экспериментальные исследования, с помош,ью которых уточняют движение потоков газа в лопаточных машинах. Правильно поставленный эксперимент позволяет использовать в расчетах полученные данные, что значительно упрощает расчет машины в целом. На основе теоретических расчетов и данных эксперимента удается выработать ряд практических рекомендаций по выбору геометрических форм профиля лопаток, обеспечивающих течение газа с высоким к.
 п. д.
[c.222]
п. д.
[c.222]Структурная схема наглядно показывает взаимосвязь между работой отдельных механизмов и их управлением. Это позволяет при дальнейшей конструкторской разработке и при расчете цикловой диаграммы машины правильно установить требования для совместной работы этих, непосредственно связанных между собой, механизмов. [c.344]
В системе экономических показателей находит конкретное выражение экономическая эффективность сдвигов в качестве машин. Правильный расчет этих показателей необходим для определения цен, прибыли, фондов стимулирования и т. д., поэтому необходимо уточнить указанные расчеты и, прежде всего, определение себестоимости. [c.182]
Машины правильные — Технические характеристики 281, 283 Механизмы транспортирующие — Технические характеристики 282, 283 Модуль гибкий производственный 172, [c.478]
Конкретными путями совершенствования конструкций и облегчения машин являются совершенствование конструктивных схем машин правильный расчет на прочность рациональный выбор исходного материала создание более технологичных конструкций изменение структуры производимого оборудования. [c.178]
[c.178]
В закрытых машинах правильные ролики расположены на валу между двумя стойками станины. Смена роликов происходит путём выдвижения передней стойки станины вперёд. [c.711]
Машины правильно-растяжные роликовые правильные От +0,5 до 1 Листы толшиной до 0,6 мм и тонкая мягкая проволока Прутки и заготовки диаметром, цо 200 мм [c.173]
Если лопасти в сечении их цилиндром имеют искривленную поверхность, то вода на них повертывается более или менее плавно, и машина приближается к турбине. Если такой разрез прямолинеен, то работа производится преимущественно ударом, и машину правильнее называть водяным колесом. [c.50]
Очень важно при проектировании деталей машин правильно определить величину сил, действующих на отдельные элементы, и возможные перегрузки при неблагоприятном сочетании сил в условиях нормальных режимов работы машин. [c.12]
Правка изгибом производится на правильных прессах и в роликовых правильных машинах.
 Правильные прессы бывают вер-
[c.93]
Правильные прессы бывают вер-
[c.93]При испытании на холостом ходу проверяются -все включения и переключения органов управления машины, правильность их взаимодействия и безотказность, а также осуществляется проверка правильности работы подшипников, зубчатых передач и других соединений. [c.445]
Создание определенных положений деталей в машине (правильность базирования). На рис. 154, а изображена конструкция сопряжения детали 2 с корпусом 1 на резьбе, при котором нельзя гарантировать соосности этих деталей. Если такие требования по техническим условиям предъявляются, то для получения соосности де- [c.439]
Машины правильно-растяжные — Очень тонкие листы (толщиной 0,3—0,6 лш) и тонкая мягкая проволока [c.137]
Управлять краном, применяя передовые методы работы, при подъеме, перемещении и опускании груза по установленным сигналам с соблюдением правил техники безопасности, и автомобилем в различных дорожных и климатических условиях. Определять пригодность канатов, такелажных приспособлений, правильность строповки грузов, а также определять по внешнему виду примерную массу поднимаемого груза. Оценивать экономику в эксплуатации машин. Правильно эксплуатировать аккумуляторные батареи и автомобильные шины
[c.482]
Определять пригодность канатов, такелажных приспособлений, правильность строповки грузов, а также определять по внешнему виду примерную массу поднимаемого груза. Оценивать экономику в эксплуатации машин. Правильно эксплуатировать аккумуляторные батареи и автомобильные шины
[c.482]
Самое широкое распространение в машиностроении имеют металлы и сплавы, различные по своим свойствам, изучение которых позволяет наиболее разумно выбирать материал для изготовления деталей машин, правильно рассчитывать их на прочность, выбирать наиболее экономичный способ обработки и рассчитывать производительные режимы резания. [c.5]
В основу книги положена работа автора [11], которая переработана и дополнена последними исследованиями в этой области. Книга поможет конструктору, занимающемуся проектированием или модернизацией металлорежущих станков и машин, правильно выбрать, рассчитать и спроектировать передачу. [c.3]
Экономичность машины при ее эксплуатации зависит от следующих факторов соответствия конструкции машины тем законам, на которых основано ее действие материала и тщательности выполнения частей машины правильности монтажа внимательного ухода за машиной, что влияет на эксплуатационные расходы во время ее работы и на долговечность. [c.6]
[c.6]
Максимальное использование машин, правильная их эксплуатация, увеличение сроков службы возможны только при хороших знаниях у обслуживающего персонала. [c.3]
Определение перечисленных кинематических характеристик производится в пределах одного периода (цикла) установившегося движения механизма для нескольких положений, что дает возможность с достаточным приближением решить поставленную задачу. Без знания упомянутых кинематических параметров конструктор не может решать дальнейшую задачу о рациональном подборе размеров. Так, например, траектории некоторых точек механизма нужны для определения хода звеньев, очертания контура машин, а также для установления соответствия движения рабочих звеньев машины правильной последовательности технологического процесса. [c.82]
Создание определенных положений деталей в машине (правильность базирования). На рис. 66, а изображена конструкция сопряжения детали 2 с корпусом i на резьбе, при котором нельзя гарантировать соосность этих деталей. Если такие требования по техническим условиям предъявляются, то для получения соосности деталей следует при изготовлении детали 2 сделать центрирующий буртик (рис. 66, а). Неправильным является также базирование при сборке на две базы 3 я 4 (рис. ё6, б) и по всему профилю деталей (рис. 66, в).
[c.207]
Если такие требования по техническим условиям предъявляются, то для получения соосности деталей следует при изготовлении детали 2 сделать центрирующий буртик (рис. 66, а). Неправильным является также базирование при сборке на две базы 3 я 4 (рис. ё6, б) и по всему профилю деталей (рис. 66, в).
[c.207]
Привод, т. е. двигатель и силовая передача, является одной из основных частей любой машины. Правильный выбор типа привода, его рациональная компоновка и проектирование в значительной степени определяют возможность получения наиболее благоприятных технико-экономических и эксплуатационных характеристик будущей машины, предназначенной для выполнения тех или иных технологических операций. Однако, несмотря на безусловную важность указанных вопросов, в технической литературе практически отсутствуют справочно-методические издания, исключающие необходимость поиска основных данных по расчету и конструированию элементов привода в многочисленной литературе по отдельным видам привода или передач. Именно это обуславливает целесообразность издания настоящего справочника.
[c.5]
Именно это обуславливает целесообразность издания настоящего справочника.
[c.5]
Еще в 1890 г. основные методические положения по расчету сопряжений машин на изнашивание были сформулированы профессором Московского высшего технического училища П. К- Худяковым [187]. Пользуясь введенным им понятием напряжение изнашивания /С , проф. П. К- Худяков дал численные значения этой величины для различных трущихся пар и указал условия, влияющие на скорость изнашивания различных сопряжений и на распределение износа по поверхности трения. Им было указано на необходимость применения напряжений изнашивания во много раз меньше, чем напряжения смятия на покоящемся стыке. Он подчеркнул, что равномерное распределение напряжения изнашивания по поверхности стыка всегда желательно, так как при этом можно достигнуть равномерного снашивания стыка и получить возможность поддержания в машине правильных геометрических и кинематических соотношений . [c.260]
Правильно установить и надежно закрепить ножи на фрезе машины. Правильность установки ножей проверяется с помощью линейки, прижатой рабочим ребром к неподвижной опоре рубанка.
[c.201]
Правильность установки ножей проверяется с помощью линейки, прижатой рабочим ребром к неподвижной опоре рубанка.
[c.201]
На универсальных точечных машинах МТП-75 и МТП-150 с нормальными электрододержателями возмож, на сварка корытообразных сечении глубиной не более 250—270 мм. Для сварки на этих машинах узлов корытообразного сечения с более высокими вертикальными стенками на Брянском паровозостроительном заводе применены верхний и нижний электрододержатели специальной конструкции (рис. 40). Верхний электрододержатель с закрепленным электродом имеет увеличенную против нормальной длину и в связи с этим (для сохранения прочности) — увеличенный диаметр. Нижний электрододержатель—литой, Г-образной формы, располагается под нижней консолью машины. Правильное положение верхнего электрода по отношению к нижнему достигается осевым смещением консолей нижней на 50—55 мм в сторону машины, а верхней на 50—55 мм от машины, что обеспечивает расстояние между торцами консолей в 100—110 мм. [c.67]
[c.67]
Эффективность кислородной резки зависит от конструктивных особенностей машин, правильного назначения технологических режимов механизации вспомогательных работ, применения передовых методов и приемов работы на этих машинах. [c.3]
При серийном и массовом производстве приборов, аппаратов и машин правильный выбор допуска имеет очень большое значение. Допуски определяют точность изготовления отдельных деталей,. сборки узлов и изделия в целом. Несоответствие между допусками и заданными техническими условиями, определяющими требующуюся точность изделия, приводит или к излишнему ужесточению допусков на детали, или к применению различных пригонок и доделок при сборке. И то, и другое требует более высокой квалификации рабочих, удлиняет производственный цикл, удорожает изделие, сокращает производственную мощность предприятия. Отсюда ясно то большое значение, которое имеет правильный расчет допусков для получения соответствия между ними и техническими условиями на изделия в целом. [c.167]
[c.167]
Многовалковые машины. Правильная машина для правки листов распространенной конструкции имеет семь горизонтальных валков, вращающихся в подшипниках, расположенных в двух боковых литых стойках последние скреплены между собой поперечными траверсами из двутавровых балок (фиг. 1). Валки в одном или [c.265]
Линейный наладчик должен хорошо знать особенности машин, которые он обслуживает, свободно ориентироваться в работе всех механических и электрических узлов, представлять себе их взаимозависимость, возможность регулировки, допустимую степень износа деталей. Наладчик должен уметь выполнять операции сварки на обслуживаемых им машинах, например, сварку оплавлением и сопротивлением на стыковых машинах, правильную установку деталей в приспособления при точечной сварке, управлять перемещающимися приспособлениями при шовной сварке, свободно манипулировать сварочными клещами и т. п. [c.166]
Нефтепродукты на складах учитывают в килограммах. Для определения количества нефтепродуктов рекомендуется пользоваться весами, тарированной мерной посудой, маслораздаточными дозирующими насосами. При измерении нефтепродуктов в объемных единицах перевод их в килограммы проводят по фактической плотности нефтепродукта, определяемой ежедневно неф-теденсиметром (это ареометр, объединенный с термометром). Расходуемые смазочные материалы при заправке машин измеряют взвешиванием в раздаточных емкостях или мерной посудой. Количество и название выданного нефтепродукта записывают в раздаточную ведомость в подотчет водителям и машинистам машин. Правильность записи подтверждает подпись водителя или машиниста машины. Учетчик-заправщик обязан перед началом смены и в конце ее измерить количество топлива в баках машин. Данные о количестве отпущенного топлива, об остатке его в начале и конце смены и фактическом расходе в сопоставлении с действующими нормами расхода учетчик-заправщик записывает в учетный лист машиниста или путевой лист водителя. В эти же листы записывают количество израсходованных при заправке смазочных масел.
Для определения количества нефтепродуктов рекомендуется пользоваться весами, тарированной мерной посудой, маслораздаточными дозирующими насосами. При измерении нефтепродуктов в объемных единицах перевод их в килограммы проводят по фактической плотности нефтепродукта, определяемой ежедневно неф-теденсиметром (это ареометр, объединенный с термометром). Расходуемые смазочные материалы при заправке машин измеряют взвешиванием в раздаточных емкостях или мерной посудой. Количество и название выданного нефтепродукта записывают в раздаточную ведомость в подотчет водителям и машинистам машин. Правильность записи подтверждает подпись водителя или машиниста машины. Учетчик-заправщик обязан перед началом смены и в конце ее измерить количество топлива в баках машин. Данные о количестве отпущенного топлива, об остатке его в начале и конце смены и фактическом расходе в сопоставлении с действующими нормами расхода учетчик-заправщик записывает в учетный лист машиниста или путевой лист водителя. В эти же листы записывают количество израсходованных при заправке смазочных масел. Учетные листы сдают в бухгалтерию в конце декады, а путевые — ежесменно или после рейса. Учет выданного топлива и смазочных материалов для работы теплогенераторов, двигателей внутреннего сгорания и т. д. проводят по раздаточной ведомости или требованию-накладной.
[c.275]
Учетные листы сдают в бухгалтерию в конце декады, а путевые — ежесменно или после рейса. Учет выданного топлива и смазочных материалов для работы теплогенераторов, двигателей внутреннего сгорания и т. д. проводят по раздаточной ведомости или требованию-накладной.
[c.275]
Для условий эксплуатации практически важным является понятие работоспособного технического состояния машины. Машина работоспособна, если она может выполнять все заданные функции с сохранением значений заданных оараметров в требуемых пределах. Убеждаться в работоспособности машины необходимо при профилактике, после транспортирования а хранения. Для этапа применения по назначению существенным является понятие технического состояния, правильного функционирования машины. Правильно функционирующей является машина, значения параметров (признаков) которой в текущий момент применения находятся в требуемых пределах. [c.166]
Перед началом укладки бетонной смеси и ее уплотнением необходима настройка основных рабочих органов бетоноотделочной машины. Правильность настройки характеризуется следующими признаками в процессе работы перед уплотняющим вибробрусом образуется равномерный валик бетонной смеси высотой 8—10 см, а перед диагональными выравнивающими вибробрусьями— валик раствора высотой 1 — 3 см.
[c.187]
Правильность настройки характеризуется следующими признаками в процессе работы перед уплотняющим вибробрусом образуется равномерный валик бетонной смеси высотой 8—10 см, а перед диагональными выравнивающими вибробрусьями— валик раствора высотой 1 — 3 см.
[c.187]
Грузоподъемные машины являются одним из важнейших средств механизации производственных процессов всех отраслей народного хозяйства. Наличие большого количества конструктивных типов грузоподъемных машин вызвано как разнообраз1ием видов И свойств перемещаемых грузов, так и обилием способов их перемещений. От рационального выбора типа грузоподъемных машин, правильного определения основных параметров и хорошо организованной эксплуатации этих машин в значительной мере зависит стабильность производственного процесса и производительность предприятия. [c.3]
Привод, т. е. двигатель и передача, является одной из основных частей любой машины. Правильный выбор типа привода, его рациональная компоновка и проектирование в значительной степени определяют возможность получения наиболее благоприятных технико-экономических и эксплуатационных характеристик будущей машины. Однако несмотря на безусловную важность указанных вопросов в технической литературе практически до последнего времени отсутствовали спра-вочно-методические издания, исключавшие необходимость поиска основных данных по расчету и конструированию элементов привода в многочисленной литературе по отдельным видам привода и передач. Именно это обусловило выпуск первого издания справочника в 1975 г. С мо.мента выхода в свет указанного издания прошло значительное вре.мя, в течение которого практически полностью изменился тип выпускаемых электродвигателей, мотор-редукторов, редукторов общего назначения и другого оборудования введены в действие новые нормативы расчета зубчатых передач по ГОСТ приведены расчеты планетарных и волновых передач. В связи с указанным второе издание справочника существенно изменено и дополнено.
[c.5]
Однако несмотря на безусловную важность указанных вопросов в технической литературе практически до последнего времени отсутствовали спра-вочно-методические издания, исключавшие необходимость поиска основных данных по расчету и конструированию элементов привода в многочисленной литературе по отдельным видам привода и передач. Именно это обусловило выпуск первого издания справочника в 1975 г. С мо.мента выхода в свет указанного издания прошло значительное вре.мя, в течение которого практически полностью изменился тип выпускаемых электродвигателей, мотор-редукторов, редукторов общего назначения и другого оборудования введены в действие новые нормативы расчета зубчатых передач по ГОСТ приведены расчеты планетарных и волновых передач. В связи с указанным второе издание справочника существенно изменено и дополнено.
[c.5]
Подробные данные относительно оборудования и эксплоатации прокатных станов, волочильных машин, вспомогательных машин, правильных машин, печей, молотов и прессов, а также о чугунолитейном производстве, см. Hutte, Справочник для металлургов, 4 изд., 1930.
[c.1041]
Hutte, Справочник для металлургов, 4 изд., 1930.
[c.1041]
Поточные калибровочные линии для производства калиброванной стали изготовляет фирма Шумаг , ФРГ. Основными агрегатами линии являются цепные волочильные станы моделей К-РР-1В (6560), К-РР-ПВ (10060) и другие с тяговым усилием до 230 кн (23 Т), на которых осуществляют волочение как из бунтов, так и из штанг. Готовая продукция может быть получена в ви-де-прутков или в бунтах. Калибровочная линия начинается с устройства для предварительной роликовой правки исходного металла, с которого предварительно удаляли окалину дробеструйной обработкой илн травлением. Затем следует волочильный стан (в случае калибровки нз штанг перед станом предусмотрено гидравлическое заталкивающее устройство, а из бунтов — острильная машина), правильное устройство, агрегат поперечной резки (летучие ножницы или пилы) на мерные отрезки, правильно-полирующая бесцентровая машина и увяз-чик (для прутков) или намоточный механизм (для бунтов). [c.175]
[c.175]
Машинная правка листового и сортового металла производится на специальных правильных машинах правильных вальцах и прессах. Машины для правки прокаткой, в которых рабочими органами являются валки, называются правильными валБцами машины для правки давлением называются прессами. Правильные прессы изготовляются с гидравлическим или механическим приводом. По расположению пуансона, передающего давление на выправляемый материал, прессы подразделяются на горизонтальные и вертикальные. [c.82]
Правильные машины. Правильные машины относятся к оборудованию заготовительных цехов металлообрабатывающих заводов и весьма часто используются в заводских складах металла. П. м. правят или рихтуют металл до раскроя и пуска его в дальнейшую обработку в тех случаях, когда поступающий на склад металя (напр, листы, полосы или прутья железа, красной меди, латуни) имеет неправильную поверхность или изогнут. Такого рода явления неправильной поверхности или искривления ее имеют место вследстврхе неравномерного нагревания и остывания металла, особенно листового, в прокатных цехах в процессе производства или в результате применения специфических методов упаковки металла на прокатных заводах. Так, листовая красная медь транспортируется в свернутом в пакеты виде, то же относится к стальной проволоке (бухты) и т. п. Сюда же относятся и дефекты при транспортировании. Правильные мапшны применяются также для восстановления бывшего уже в употреблении металла для повторного использования его, напр, использование проволоки стержневых каркасов в литейных цехах. Т. о. правильные машины находят применение в цехах железо- и меднокотельных, металлич. конструкций, механических (правка прутков круглого металла для револьверных станков и автоматов), в литейных (как в самих цехах, так и в складах металла при них) для правки проволоки стержневых каркасов и на прокатных з-дах (правка изготовленных листов, прутков и т. д.).
[c.265]
Так, листовая красная медь транспортируется в свернутом в пакеты виде, то же относится к стальной проволоке (бухты) и т. п. Сюда же относятся и дефекты при транспортировании. Правильные мапшны применяются также для восстановления бывшего уже в употреблении металла для повторного использования его, напр, использование проволоки стержневых каркасов в литейных цехах. Т. о. правильные машины находят применение в цехах железо- и меднокотельных, металлич. конструкций, механических (правка прутков круглого металла для револьверных станков и автоматов), в литейных (как в самих цехах, так и в складах металла при них) для правки проволоки стержневых каркасов и на прокатных з-дах (правка изготовленных листов, прутков и т. д.).
[c.265]
Тема 5. Вспомогательное оборудование прокатных цехов Лекция № 17
17.1 Назначение и классификация правильных машин
Из-за неравномерности
деформации по ширине и высоте полосы
прокат практически никогда не бывает
прямолинейным и плоским. Кроме того,
происходит его коробление на холодильниках
вследствие разной скорости остывания
различных элементов профиля. Но стандарты
устанавливают довольно жесткие
ограничения на допустимые отклонения
от правильной геометрической формы.
Так, для толстых листов величина
неплоскостности Δ (рис.17.1) на длине в 1
погонный метр в любом месте листа в
зависимости от ширины не должна превышать:
Кроме того,
происходит его коробление на холодильниках
вследствие разной скорости остывания
различных элементов профиля. Но стандарты
устанавливают довольно жесткие
ограничения на допустимые отклонения
от правильной геометрической формы.
Так, для толстых листов величина
неплоскостности Δ (рис.17.1) на длине в 1
погонный метр в любом месте листа в
зависимости от ширины не должна превышать:
1. По ДСТУ – 5÷12 мм;
2. по ASA – 19÷38 мм;
3. по национальному стандарту Японии – 8÷26 мм.
Рисунок 17.1 – Измерение неплоскостности
Для удовлетворения требованиям стандартов листы и сорт приходится подвергать правке на специальных правильных машинах:
Известны 4 основных вида правильных машин:
1. Правильные прессы;
2. Роликоправильные машины с параллельными роликами;
3. Ротационные прутково-трубоправильные машины;
4. Растяжные
правильные машины.
Растяжные
правильные машины.
Правильные прессы из-за малой производительности применяются редко: для дополнительной правки концов сортовых профилей, а также для правки крупных балок и рельсов в плоскости наибольшей жесткости их поперечного сечения. Рельсы на прессах обычно проходят выборочную дополнительную правку.
Роликоправильные машины (РПМ) с параллельными роликами являются наиболее распространенным видом таких машин. Правка в них происходит за счет знакопеременного упруго-пластического изгиба полосы при ее движении между роликами, расположенными в шахматном порядке (рис.17.2).
Рисунок 17.2 – Процесс правки при помощи РПМ
Основное затруднение
при правке полос состоит в том, что
исходная кривизна полосы не является
постоянной по длине. Этим и определяется
характер правки в виде последовательных
перегибов, обычно больших вначале и
постепенно уменьшающихся к последним
роликам.
Ротационные прутково-трубоправильные машины (РПТМ) с косорасположенными роликами позволяют править только профили с поперечным сечением в виде круга, поскольку металл при правке вращается вокруг своей продольной оси и движется поступательно. Верхние и нижние ролики развернуты друг относительно друга на некоторый угол, что и обеспечивает винтообразное движение проката (рис.17.3):
Рисунок 17.3 – Процесс правки в РПТМ
Профиль роликов РПТМ — однополый гиперболоид или близкий к нему глобоид. Эти машины обеспечивают более точную правку, чем РПМ.
Растяжные правильные
машины используются при правке листов
малых толщин (0,3÷0,6 мм) из металлов, плохо
поддающихся правке знакопеременным
изгибом (типа дуралюминия). Для этого в
собранных в пачку листах путем растяжения
создается напряжение, равное пределу
текучести материала σт.
Машины этого типа состоят из механических
или гидравлических захватов, которые
зажимают концы пачки, винтового механизма
с электроприводом для установки
требуемого расстояния между захватами
и гидроцилиндра, создающего растягивающую
силу.
Достоинством растяжных правильных машин является возможность в большей степени устранять коробоватость листов благодаря достижению степени пластической деформации 1÷4% по всей ширине листа. Их недостатки — низкая производительность и возможность образования дефектов на концах листов от зажимов.
Тянуще-правильная машина
Тянуще – правильная машина (ТПМ) расположена в конце зоны вторичного охлаждения МНЛЗ и предназначена для вытягивания литой заготовки из кристаллизатора с одновременным выпрямлением дугообразной заготовки (имеющей кривизну базового радиуса) в прямолинейную и подачи непрерывнолитой заготовки к гидравлическим ножницам.
Кроме этого ТПМ выполняет следующие операции:
— подачу затравки в кристаллизатор;
— удержание затравки в кристаллизаторе на время уплотнения зазоров;
— вытягивание затравки с непрерывнолитой заготовкой из кристаллизатора;
— отделение
головки затравки от заготовки.
Тянуще-выпрямляющая система вертикальных машин состоит из четырех валков. В тянущих валках не должно быть обжатия слитков с жидкой сердцевиной.
На криволинейных машинах система состоит из неприводных и приводных роликовых проводок. Неприводные устанавливаются за кристаллизатором. Конструкция должна исключать выпучивание затвердевшей корочки слитка и прорывы металла, обеспечивать точное расположение слитка по отношению к технологической оси машины, возможность быстрой замены проводки (не более 90 мин).
Приводная роликовая проводка предупреждает выпучивание корочки слитка ниже неприводной проводки, перемещает слиток вдоль технологической оси и выпрямляет его (правит).
Установка тянуще-правильных машин многоручьевой МНЛЗ
состоит
из одинаковых клетей (по
одной клети на каждый ручей МНЛЗ),
установленных на общем основании,
которое,
в свою очередь, устанавливается на
фундамент. Проемы в фундаментах вокруг
основания закрываются съемными настилами.
Проемы в фундаментах вокруг
основания закрываются съемными настилами.
Клети
взаимозаменяемые, устанавливаются на
основание на специальные направляющие
штыри (жестко установленные на основании),
обеспечивающие фиксацию
положения клети относительно оси ручья.
Каждая клеть крепится к основанию
болтами.
На основании расположены также плавающие
головки специальных
соединений, соединяющих трубопроводы
охлаждающей воды с разводками охлаждения
на каждой клети. На каждую клеть
предусмотрены соединения (для
подвода и слива воды). Замыкание и
размыкание этих соединений
происходит при установке или снятии
клети автоматически, без дополнительных
креплений. Разводки трубопроводов
гидравлики и смазки по клетям с подводами
на основании соединяются быстроразъемными
соединениями, подвод питания к
электрокабельным разводкам по клетям
выполнен на специальных разъемах. Места
подвода электропитания, гидравлики и
смазки располагаются на выходной стороне
клетей
(со стороны транспортного рольганга) и
закрываются от теплового излучения
движущихся
заготовок специальными съемными шторами
из гибкого негорючего материала.
Представленная на рисунке 3.48 клеть состоит из пяти роликов, из которых три нижних ролика установлены на опорной раме, причем первый по ходу движения заготовки (со стороны разливочной дуги) ролик выполнен приводным. Остальные два нижних ролика холостые. На среднем (опорном) ролике установлен круговой импульсный датчик. Два верхних ролика установлены на качающихся рычагах верхней стой-
ки,
закрепленной на опорной раме, над первым
и последним роликами клети, образуя две
тянущие пары.
Оба верхних ролика выполнены с
индивидуальным приводом от электродвигателей
через двухступенчатые планетарно-червячные
редукторы. Качание рычагов и прижатие
верхних роликов к движущейся заготовке
(и к затравке при запуске МНЛЗ)
осуществляется гидроцилиндрами, в
которые встроены путевые датчики.
Расположение
роликов выбрано таким образом, что
первая (по ходу движения заготовки)
пара роликов контактирует с заготовкой,
имеющей кривизну базового радиуса
(например 7м), а вторая — с прямолинейной
заготовкой.
Рисунок 3.48 — Тянуще-правильная клеть
При движении заготовки от первой пары ко второй происходит непрерывное выпрямление заготовки. Причем за счет наличия среднего опорного ролика выпрямление происходит в два этапа:
— между первой парой и опорным роликом — с кривизны базового радиуса (7метров) до кривизны промежуточного радиуса (14метров). Зона перегиба находится на первом нижнем ролике;
— между опорным роликом и второй парой роликов — с кривизны промежуточного радиуса до прямолинейной заготовки. Зона перегиба находится на опорном ролике. Усилие правки создается гидроцилиндром путем прижима заготовки верхним приводным роликом к нижнему холостому ролику.
В
опорной раме клети, со стороны транспортного
рольганга, установлен механизм
отделения затравки от заготовки,
представляющий собой холостой ролик
на рычаге, имеющем возможность поворота
на шарнирах в опорной раме таким образом,
чтобы образующая ролика в крайних
положениях была выше и ниже образующей
последнего нижнего ролика клети (выше
и ниже уровня движения заготовки). Поворот
рычага осуществляется гидроцилиндром,
крайние положения ролика контролируются
конечными выключателями.
Поворот
рычага осуществляется гидроцилиндром,
крайние положения ролика контролируются
конечными выключателями.
Во всех трех гидроцилиндрах, установленных на клети (двух гидроцилиндрах качания рычагов верхних роликов и гидроцилиндре механизма отделения затравки), предусмотрена возможность дистанционного регулирования давления. Кроме того, для гидроцилиндра механизма отделения затравки, предусмотрен режим работы на низком давлении (около 0,4 МПа), подаваемом в обе полости цилиндра одновременно. Также, для установки оптимальной величины подъема ролика механизма отделения затравки над уровнем движения заготовки, предусмотрена регулировка хода цилиндра посредством ограничения поворота рычага механизма регулировочным болтом, расположенным на опорной раме.
Внутри
клети между стенками рамы и верхней
стойки расположен водоохлаждаемый
кожух, закрывающий заготовку с четырех
сторон за исключением проемов,
в которых расположены ролики. Кожух
выполнен
разъемным из трех секций. Каждая секция
представляет со-
Каждая секция
представляет со-
бой сварную трубчатую конструкцию из прямоугольных труб, по которым циркулирует вода. Кожух служит для защиты конструкций клети от нагревания тепловым излучением заготовки.
На выходе из клети установлены боковые линейки для направления заготовки по оси ручья и предохранения боковых стенок кожуха от контакта с движущейся заготовкой. Боковые поверхности линеек, которые могут контактировать с заготовкой, наплавлены износостойким термостойким сплавом.
Ролики и корпуса подшипников роликов имеют внутреннее проточное водяное охлаждение. Также предусмотрено проточное водяное охлаждение электродвигателей и масляных ванн редукторов. Бочки роликов наплавлены износостойким термостойким сплавом.
Редукторы
привода верхних роликов установлены
непосредственно на хвостовиках
приводных роликов (хвостовик ролика
вставляется в полый тихоходный вал
редуктора)
и от проворачивания зафиксированы
тягами, шарнирно прикрепленными одним
концом к редуктору, а другим — к верхней
стойке клети. Длина и места крепления
тяг выбраны таким образом, чтобы при
повороте рычагов (при подъеме роликов)
редукторы совершали плоско-параллельное
перемещение без наклона редуктора
(независимо от угла поворота рычага).
Редуктор привода нижнего ролика также
установлен
на хвостовике приводного ролика и
зафиксирован от проворачивания
серьгой, прикрепляемой
к боковой стенке
рамы. Кинематическая схема клети ТПМ
показана на рисунке 3.49.
Длина и места крепления
тяг выбраны таким образом, чтобы при
повороте рычагов (при подъеме роликов)
редукторы совершали плоско-параллельное
перемещение без наклона редуктора
(независимо от угла поворота рычага).
Редуктор привода нижнего ролика также
установлен
на хвостовике приводного ролика и
зафиксирован от проворачивания
серьгой, прикрепляемой
к боковой стенке
рамы. Кинематическая схема клети ТПМ
показана на рисунке 3.49.
Тянуще-правильная машина, входящая в состав приводной роликовой проводки МНЛЗ, приведена на рисунке 3.50.
Машина состоит из трех отдельных роликовых секций, примыкающих друг к другу и установленных на фундаментные балки 8.
Первая
секция по ходу слитка предназначена
для его правки, вторая и третья
секции – для создания тянущего усилия
и выдачи слитка на приемный рольганг.
В каждой секции установлены два ряда
роликов – верхних 5 и нижних 6.
Ролики верхнего ряда, за исключением
трех в первой секции, неприводные.
Рисунок 3.49 — Кинематическая схема клети ТПМ
Рисунок 3.50 — Тянуще-правильная машина с гидравлическими механизмами перемещения и прижима роликов
В
первой и во второй секциях нижние
приводные ролики чередуются через один
— три с неприводными (на рисунке приводные
ролики обозначены кружками). В третьей
секции все нижние ролики приводные, что
диктуется необходимостью получения
значительного тянущего усилия для
перемещения и выдачи затвердевшего
слитка на рольганг. Поскольку нижний
ролик, расположенный в месте перехода
радиальной части в горизонтальную при
правке слитка подвержен действию
максимальной нагрузки, предусмотрена
установка опорного ролика 10 большого диаметра, прижимаемого двумя
гидроцилиндрами к рабочему ролику. С
целью предохранения от поломки нижних
роликов первой и второй секции при
возможных перегрузках в их опорных
узлах установлены короткоходовые
гидроцилиндры 9. Для лучшего манипулирования при выдаче
порезанных кусков слитка в аварийной
ситуации один из нижних роликов на
переходном участке выполнен подвижным.
Его вертикальное перемещение осуществляется
двумя гидроцилиндрами 11.
Для лучшего манипулирования при выдаче
порезанных кусков слитка в аварийной
ситуации один из нижних роликов на
переходном участке выполнен подвижным.
Его вертикальное перемещение осуществляется
двумя гидроцилиндрами 11.
Подушки подшипников верхних и нижних роликов помещены между стойками станины 7. Каждый верхний ролик перемещается по нормали к технологической оси и прижимается к слитку двумя гидроцилиндрами 3, шток 4 которых шарнирно соединен с подушками подшипников. Расстояние между роликами в первых двух секциях регулируют сменными прокладками 1. Стойки станины в верхней части связаны продольными балками 2, расположенными с обеих сторон. Конструкция станины обеспечивает быструю замену рабочих роликов поузловым методом.
Поперечный
разрез тянуще-правильной машины приведен
на рисунке 3.51. Приводы секций роликовой
проводки и тянуще-правильной машины
унифицированы и состоят из электродвигателя
постоянного тока мощностью 5,5 кВт,
планетарного редуктора с цилиндрическими
колесами и шпинделя с универсальными
шарнирами Гука. Применение последних
обусловлено необходимостью быстрого
соединения и разъединения ролика с
приводом. Максимальный крутящий момент
на выходном валу редуктора 25 кН∙м.
Скорость вытягивания заготовки регулируется посредством изменения частоты вращения электродвигателей в диапазоне 0-3 м/мин, а ввод затравки – со скоростью 4,5 м/мин. Основными недостатками такой конструкции тянуще-правильной машины являются: большое число гидроцилиндров, требующих большого количество шлангов высокого давления; недостаточная унификация узлов проводки; большая перегрузка роликов при выходе слитка с заниженной температурой.
1 – верхний неприводной ролик; 2 – поперечные связи; 3 – гидроцилиндры перемещения и прижатия роликов; 4 – продольные балки; 5 – стойки; 6 – нижний ролик; 7 – опорные гидроцилиндры; 8 – станина; 9 – шпиндель с шарнирами Гука; 10 – планетарный редуктор;11 — электродвигатель
Рисунок 3.51 — Поперечный разрез тянуще-правильной машины
Правильная машина по лучшей цене — Отличные предложения на правильную машину от глобальных продавцов правильной техники
Отличные новости !!! Вы попали в нужное место для нужной машины. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как эта самая правильная машина в кратчайшие сроки станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили правильный автомат на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Но вам, возможно, придется действовать быстро, так как эта самая правильная машина в кратчайшие сроки станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили правильный автомат на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в правильности машины и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции.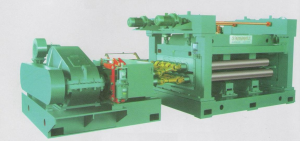 и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, мы думаем, вы согласитесь, что вы получите подходящий компьютер по самой выгодной цене.
Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, мы думаем, вы согласитесь, что вы получите подходящий компьютер по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
правильная машина סקירות — קניות מקוונות וסקירות על правильная машина ב- AliExpress
מבצעים חמים ב — правильная машина: העסקאות והנחות המקוונות הטובות ביותר עם ביקורות של לקוחות אמיתיים.
ות טובות! תה נמצא במקום הנכון עבור правильная машина. עכשיו אתה כבר יודע את זה, מה שאתה מחפש, אתה בטוח למצוא את זה aliexpress. אנחנו ממש יש אלפי מוצרים מעולים בכל קטגוריות המוצרים. ין אם אתה מחפש high-end תוויות ו זול, כ רכישות בכמות גדולה, אנו מבטיחים כי זה כאן aliexpress. תוכלו למצוא חנויות רשמיות עבור שמות מותגים לצד מוכרים הנחה עצמאית קטנה, כולם מציעים משלוח מהיר ואמי, ו ו תיר וי, ו גם וח ובטור וי, ו גם נוח ובטור וי
עכשיו אתה כבר יודע את זה, מה שאתה מחפש, אתה בטוח למצוא את זה aliexpress. אנחנו ממש יש אלפי מוצרים מעולים בכל קטגוריות המוצרים. ין אם אתה מחפש high-end תוויות ו זול, כ רכישות בכמות גדולה, אנו מבטיחים כי זה כאן aliexpress. תוכלו למצוא חנויות רשמיות עבור שמות מותגים לצד מוכרים הנחה עצמאית קטנה, כולם מציעים משלוח מהיר ואמי, ו ו תיר וי, ו גם וח ובטור וי, ו גם נוח ובטור וי
ולם לא יוכה על בחירה, איכות ומחיר. כל יום תוכלו למצוא הצעות חדשות, מקוונות בלבד, הנחות בחנויות והזדמנות לשמור עוד יותר על ידי איסוף קופונים. י ייתכן שיהיה עליך לפעול מהר כמו זה העליון правильная машина מוגדר להיות אחד המבוקשים ביותר המבוקשים ביותר בתוך זמן קצר. תחשוב כמה קנאי אתה חברים יהיה כאשר אתה אומר להם שיש לך правильная машина על aliexpress. עם ירים הנמוכים ביותר באינטרנט, מחירי משלוח זול ואפשרויות אוסף מקומי, תה יכול לעשות חיסכון גדול עוד יותר.
תה עדיין נמצא בשני מוחות לגבי правильная машина וחושבים על בחירת מוצר דומה, ‘אלכס’ הוא מקום מצוין להשוות מחירים ומוכרים. ו נעזור לך להבין אם זה שווה תוספת עבור גירסת high-end או אם אתה מקבל רק עסקה טובה על ידי מקבל ת הפריט זול יותר. Номер и, אם אתה רק רוצה לטפל בעצמך ו להתיז על הגרסה היקרה ביותר, תמיד יהיה תמיד לוודא שאתה יכול לקבל את המחיר הטוב ביותר עבור הכסף שלך, אפילו לתת לך לדעת מתי אתה תהיה טוב יותר מחכה קידום להתחיל, ואת החיסכון שאתה יכול לצפות לעשות.
ו נעזור לך להבין אם זה שווה תוספת עבור גירסת high-end או אם אתה מקבל רק עסקה טובה על ידי מקבל ת הפריט זול יותר. Номер и, אם אתה רק רוצה לטפל בעצמך ו להתיז על הגרסה היקרה ביותר, תמיד יהיה תמיד לוודא שאתה יכול לקבל את המחיר הטוב ביותר עבור הכסף שלך, אפילו לתת לך לדעת מתי אתה תהיה טוב יותר מחכה קידום להתחיל, ואת החיסכון שאתה יכול לצפות לעשות.
Aliexpress וקח גאווה ולוודא כי תמיד יש לך בחירה מושכלת כאשר אתה קונה מאחד מאות חנויות ומוכרים על הפלטפורמה שלנו. כל ות ומוכר מדורגות עבור שירות לקוחות, יר ואיכות על ידי לקוחות אמיתיים. וסף אתה יכול למצוא את החנות או דירוגי המוכר הפרט, כמו גם להשוות מחירים, הנחוח והנחות מציעה על ותו וצר על יי רוי רות וצר על יאי רוי רי ר כל רכישה מדורגת בכוכבים ולעתים קרובות יש הערות שנותרו על ידי לקוחות קודמים המתארים את חוויית העסקה שלהם, כך ת י וי.בקיצור, תה לא צריך לקחת את המילה שלנו על זה — רק להקשיב למיליוני לקוחות מאושרים שלנו.
וגם, ת חדש י aliexpress, ו מאפשרים לך על סוד. רק לפני שתלחץ על ‘קנה עכשיו’ בתהליך העסקה, הקדש רגע כדי לבדוק את הקופונים — ותחסוך עוד יותר. תה יכול למצוא קופונים החנות, ופונים aliexpress או שאתה יכול לאסוף קופונים כל יום על ידי משחק ים על יקציה aliexpress.וכפי שרוב המפיצים שלנו מציעים משלוח חינם — אנחנו חושבים שתסכים לכך תה מקבל את זה правильная машина באחד המחירים הטובים ביותר באינטרנט.
תמיד יש לנו את הטכנולוגיה העדכנית ביותר, את המגמות החדשות ביותר, ואת התוויות המדוברות ביותר. על aliexpress, איכות מעולה, יר ושירות מגיע כסטנדרט — בכל פעם. התחל את חוויית הקנייה הטובה ביותר שתהיה לך אי פעם, ממש כאן.
Microsoft Word — 531491_Pub_date_6_Aug_2009.doc
% PDF-1.6 % 302 0 объект >>>] / ON [329 0 R] / Заказ [] / RBGroups [] >> / OCGs [329 0 R] >> / Страницы 296 0 R / Тип / Каталог >> endobj 303 0 объект > / Шрифт >>> / Поля [] >> endobj 2 0 obj > поток Acrobat Distiller 7.0.5 (Windows) PScript5.dll Версия 5.2.22017-12-31T09: 28: 22 + 02: 002009-08-11T15: 15: 01 + 02: 002017-12-31T09: 28: 22 + 02: 00application / pdf
Метод исправления ошибки проверки машины
Заголовок:
Способ исправления ошибки машинной проверки
Патент США 6948094
Аннотация:
Инструкции, относящиеся к реализации процессора, сохраняют состояние процессора в системной памяти и пытаются исправить ошибку.Затем управление передается независимым от процессора инструкциям. Управление возвращается инструкциям, зависящим от реализации процессора, которые затем возвращаются в прерванный контекст процессора путем восстановления состояния процессора.
Изобретателей:
Шульц, Лен (Сан-Хосе, Калифорния, США)
Куач, Нхон Тоай (Сан-Хосе, Калифорния, США)
Мулла, Дин (Саратога, Калифорния, США)
Хейс, Джим (Сан-Хосе, Калифорния, США)
Фу, Джон (Саратога, Калифорния, США)
Номер заявки:
09/966386
Дата публикации:
20.09.2005
Цессионарий:
Intel Corporation (Санта-Клара, Калифорния, США)
Другие классы:
714/21, 714 / E11.023, 714 / E11.025, 714 / E11.159
Международные классы:
G06F11 / 00 ; G06F11 / 26 ; (IPC1-7): G06F11 / 00
Поле поиска:
714/21, 714/12, 714/15, 714/11, 714/16, 714 / 49-51, 714/20, 714/10
Корректирующий станоклистов — это… Что такое листоправильный станок?
Европа, история — Введение в историю европейских народов и культур с доисторических времен до наших дней. Европа — термин более двусмысленный, чем большинство географических выражений. Его этимология сомнительна, как и физическая протяженность территории, которую он обозначает.…… Universalium
Английское колесо — Английское колесо (или Wheeling Machine, используемое в британском английском), обычно представляет собой ручной металлообрабатывающий аппарат (используется, среди прочего, в реставрации автомобилей, строительстве гоночных автомобилей NASCAR и в авиации), что позволяет мастеру форма…… Википедия
Динамическая память с произвольным доступом — DRAM перенаправляется сюда.Для использования в других целях, см Драм (значения). Типы компьютерной памяти Энергозависимая RAM DRAM (например, DDR SDRAM) SRAM В разработке T RAM Z RAM TTRAM Историческая память линии задержки Трубка Selectron Трубка Вильямса… Wikipedia
фотогравюра — / foh toh en grey ving /, n. 1. фотографический процесс подготовки печатных форм для высокой печати. 2. Пластина, изготовленная таким образом. 3. Отпечаток с него. [1870 75; ФОТО + ГРАВИРОВКА] * * * Любой из нескольких процессов изготовления печатных форм… Универсал
Abkürzungen / Computer — Dies ist eine Liste technischer Abkürzungen, die im IT Bereich verwendet werden.A [nach oben] AA Antialiasing AAA аутентификация, авторизация и учет, siehe Triple A System AAC Advanced Audio Coding AACS… Deutsch Wikipedia
Liste der Abkürzungen (Computer) — Dies ist eine Liste technischer Abkürzungen, die im IT Bereich verwendet werden. A [nach oben] AA Antialiasing AAA аутентификация, авторизация и учет, siehe Triple A System AAC Advanced Audio Coding AACS… Deutsch Wikipedia
Brown & Sharpe — сегодня подразделение Hexagon Metrology, Inc., транснациональная корпорация, специализирующаяся в основном на метрологических инструментах и технологиях. В течение 19 и 20 веков Brown Sharpe была одной из самых известных и влиятельных фирм в сфере машин … … Wikipedia
Global Positioning System — GPS перенаправляет сюда. Для использования в других целях, см GPS (значения). Основы геодезии… Википедия
Цветной компьютер TRS-80 — 16k TRS 80 Цветной компьютер 1 Разработчик Tandy Corporation Производитель Motorola Дата выпуска 1980… Википедия
Уолтер Кронкайт — Кронкайт в 2004 г. Родился Уолтер Леланд Кронкайт-младший.Новемб… Википедия
швейная и обувная промышленность — Введение, также называемое швейной и смежными отраслями, швейной промышленностью или производством мягких товаров, фабрики и фабрики, производящие верхнюю одежду, нижнее белье, головные уборы, обувь, ремни, кошельки, багаж, перчатки, шарфы, галстуки и бытовая…… Универсалиум
FREE Citation Machine: точный и простой в использовании
Как мне цитировать свои источники с помощью машины цитирования Cite This For Me?
Генератор цитированияCite This For Me является наиболее точной из имеющихся машин цитирования, поэтому независимо от того, не знаете ли вы, как отформатировать цитаты в тексте, или ищете надежное решение для автоматизации полностью отформатированного списка цитируемых работ, эта машина цитирования будет решить все ваши потребности в ссылках.
Ссылка на исходный материал не только предотвращает потерю ценных оценок за плагиат, но и предоставляет всю информацию, которая поможет вашему читателю найти для себя книгу, статью или другой элемент, который вы цитируете. Доступный интерфейс этого конструктора цитирования позволяет легко идентифицировать использованный источник — просто введите его уникальный идентификатор в строку поиска машины цитирования. Если эта информация недоступна, вы можете вместо этого выполнить поиск по названию или автору, а затем выбрать из результатов поиска, которые появляются под генератором цитирования.
Хорошая новость заключается в том, что с помощью таких инструментов, как Cite This For Me, которые помогут вам работать эффективнее, вам не нужно ограничивать свои исследования источниками, на которые обычно ссылаются. Фактически, нет никаких ограничений на то, на что вы можете ссылаться, будь то видео YouTube, веб-сайт или твит.
Чтобы использовать генератор цитируемых работ, просто:
- Выберите из стилей APA, MLA, Чикаго, ASA, IEEE и AMA *.
- Выберите тип источника, который вы хотите процитировать (например,грамм. сайт, книга, журнал, видео).
- Введите URL , DOI, ISBN, заголовок или другую уникальную информацию об источнике в генератор цитирования, чтобы найти свой источник.
- Нажмите кнопку «Cite» на машине для цитирования.
- Скопируйте новую ссылку из генератора цитирования в библиографию или список цитируемых работ.
- Повторите для каждого источника, который внес свой вклад в вашу работу.
* Если вам требуется другой стиль ссылок для вашей статьи, эссе или другой академической работы, вы можете выбрать из более чем 1000 стилей, создав бесплатную учетную запись Cite This For Me.
Создав учетную запись Cite This For Me, вы сможете использовать машину для цитирования для создания нескольких ссылок и сохранения их в проекте. Используйте высоко оцененные приложения для iOS или Android, чтобы мгновенно создавать ссылки с помощью камеры смартфона, экспортировать всю библиографию за один раз и многое другое.