История бренда ПАЗ | Brandpedia
«Павловский автобус» (ПАЗ) — советский и российский производитель автобусов малого и среднего классов в России. Расположен в городе Павлово Нижегородской области. Входит в группу ГАЗ, которая владеет 93,79% акций.
Производство автобусов с 2005 года осуществляет ООО «ПАЗ» — 100%-я дочка ПАО «Павловский автобус». Это позволяет минимизировать обязательное раскрытие информации и отчётность по российским стандартам.
Решение о создании в Павлове завода для обеспечения Горьковского автозавода и других автомобильных предприятий шофёрским инструментом и кузовной арматурой было принято в 1930 году. В 1932 году строительство было завершено, и начался выпуск продукции. Завод в то время назывался ЗАТИ (завод автотракторного инструмента).
24 апреля 1952 года постановлением Правительства СССР Завод автотранспортного инструмента в городе Павлово-на-Оке был перепрофилирован и переименован в Павловский автобусный завод (ПАЗ). Также был утвержден план по реконструкции завода и программа по выпуску 10 000 автобусов. Начинает производиться первая партия, которая состоит из пяти капотных автобусов модели ПАЗ-651. Уже 5 августа 1952 года первые пять автобусов первой производственной модели капотной компоновки ПАЗ-651 (ГАЗ/ГЗА-651) на шасси массового грузовика ГАЗ-51 вышли из заводских ворот.

ПАЗ-651 (ГАЗ/ГЗА-651)
В 1958 году начато производство первой разработанной на заводе новой базовой модели ПАЗ-652 вагонной (бескапотной) компоновки с двумя многостворчатыми дверьми.
12 ноября 1968 года впервые в истории отечественного автобусостроения без остановки главного конвейера завода ПАЗ переходит к выпуску разработанной на базе ПАЗ-652 новой базовой модели предприятия — ПАЗ-672, производившейся вплоть до 1989 года. Среди его модификаций была в том числе и полноприводная однодверная модель повышенной проходимости ПАЗ-3201.

ПАЗ-672
В 1960-е годы полностью оформляется основная производственная концепция предприятия — удовлетворение самых широких слоёв потребителей путём создания возможно большего количества модификаций базовой модели. Именно в эти годы завод впервые участвует в международных выставках.
1 декабря 1989 года был начат серийный выпуск самой массовой в 1990—2000-х годах базовой модели завода — автобуса ПАЗ-3205. К настоящему времени разработано более 30 модификаций этого автобуса разнообразного назначения (специализированные и люксовые), предназначенных для эксплуатации в различных климатических условиях. Из них серийно выпускается около десяти.

ПАЗ-3205
В конце 1990-х — начале 2000-х годов были разработаны новые модели автобусов среднего и большого классов: ПАЗ-4230 «Аврора», ПАЗ-4234, ПАЗ-4223, ПАЗ-4228, ПАЗ-5220, ПАЗ-5271, ПАЗ-5272, а также первый в России низкопольный автобус малого класса ПАЗ-3237.
В 2000 году в эксплуатацию были введены новые мощности для производства городских и междугородных автобусов большого и среднего классов — трёхдверного ПАЗ-5272 и двухдверного ПАЗ-4230 «Аврора». Ввиду конкуренции с основными российскими производителями полноразмерных автобусов — ЛиАЗ и НефАЗ — производство больших автобусов ПАЗ-5272 и других большими сериями налажено не было. Также средний ПАЗ-4230 не стал основной моделью завода ввиду бо́льшего спроса на рынке на малые автобусы. Его модификация КАвЗ-4238 по технической документации ПАЗа освоена в производстве небольшими партиями, а также — по лицензии в Кургане на КАвЗе.
В 2000 году ПАЗ вошёл в состав машиностроительного холдинга «Группа ГАЗ», объединяющего основных производителей автобусной, грузовой и прочей автомобильной техники в России.
2003 год стал для завода ПАЗ рекордным, во многом благодаря грамотно выстроенной программе в области продаж. Автобусы ПАЗ пользуются большой популярностью во всех регионах нашей страны. Также повышаются и экспортные закупки автобусов производства предприятия ПАЗ. С каждым годом растет доля в общем объеме продаж по стране. Предприятие ПАЗ выиграло конкурс на поставку более 300 автобусов в Узбекистан, около 200 автобусов отправились во Вьетнам.
На 2004 год была запланирована перестройка основного конвейера завода ПАЗ по системе «точно — вовремя». Вследствие этого появился унифицированный конвейер, который превзошел старый по многим техническим параметрам. Совершенно новый конвейер привел ПАЗ к новым подходам и принципам организации процесса изготовления автобусов, которые предполагают уменьшение объемов незавершенного производства.
В начале 2004 года завершилось строительство первой части газопровода высокого давления. Это дало возможность применять на заводе ПАЗ процесс прямого сжигания газа для развития новых технологий и отопления, что существенно снизило затраты. Также были предложены еще несколько новых проектов по собственному финансированию.
С 2006 года ПАЗ участвует в национальном проекте «Образование» производством специальных школьных модификаций автобусов ПАЗ-3205 и ПАЗ-3206 унифицированной жёлтой окраски.
В конце 2000-х годов завод создал первый российский низкопольный автобус малого класса ПАЗ-3237 «Лужок», а также на смену семейству ПАЗ-3205 было разработано новое семейство малых автобусов на рессорной подвеске — ПАЗ-3204.
ПАЗ-3204 был запущен в серийное производство в январе 2009 года, был признан «Лучшим автобусом года в малом классе» в 2009—2010 годах, но по ряду причин базовой моделью завода пока не стал. Также в 2009 году разработана модификация ПАЗ-3204 с газобаллонным оборудованием.
На рубеже 2000—2010-х годов на заводе также разработаны перспективные модели автобусов ПАЗ-3202 «Валдай» и ПАЗ «Сити».
В ходе реструктуризации производственных мощностей объединены в единый корпус сварочно-окрасочный, прессовый и металлозаготовительный цеха. Самый масштабный проект по оптимизации производства связан со сборочным цехом — были сокращены нитки конвейеров до четырёх. В 2009 году введён в действие окрасочный комплекс нового поколения «Айзенман».
где выпускают, родной город, история создания завода, расшифровка названия, устройство, как выглядят, ОКОФ, сравнение с КАвЗ и ЛиАЗ, видеообзор
Главная страница » Автобусы » Производители » Автобусы ПАЗ
Павловский автобусный завод имеет богатую историю, с 1930 года под торговой маркой ПАЗ в разное время выпускался широкий спектр пассажирского транспорта. Каждая модель заслуженно пользовалась (и пользуется) высоким спросом. Востребованность техники демонстрирует заинтересованность в информации об автобусах ПАЗ. Основные сведения о производителе и ассортименте представлены в данной статье. Более подробную информацию возможно получить из других публикаций, ссылки на которые присутствуют в тексте.
ОКОФ: для расчета амортизации и не только
ОКОФ (Общероссийский классификатор основных фондов) является государственным российским

ПАЗ-320414 Вектор 8.8. Фото ГАЗ
Также стандарт позволяет решать следующие задачи:
- проводить работы по оценке объемов, состава и состояния (амортизации) фондов организации;
- реализовывать комплекс учетных функций по основным фондам;
- осуществлять расчет экономических показателей;
- проводить расчет рекомендаций проведения ремонтов фондов.
Каждому виду фондов соответствует собственный код
, который имеет следующую структуру – XXX.XX.XX.XX.XXX. Первые три знака соответствуют коду вида основных фондов. Следующие знаки соответствуют кодам из ОКПД-2 (Общероссийский классификатор продукции по видам экономической деятельности) и могут иметь длину кода от двух до девяти знаков в зависимости от длины кода в ОКПД.Категории «Автобусы» соответствует 310.29.10.30.110, «Автобусы городские» – 310.29.10.30.111, «Автобусы дальнего следования» – 310.29.10.30.112, «Автобусы для перевозки детей» –
310.29.10.30.113, «Автобусы для перевозки инвалидов» – 310.29.10.30.114, «Автобусы прочие» – 310.29.10.30.119.
Паспортные данные ТС: VIN и прочие
Паспортные данные автобуса указываются на заводской табличке, которая располагается в моторном отсеке на внутренней стенке каркаса кузова с правой стороны. Табличка содержит следующую информацию:
- В строке «1» указывается номер Одобрения типа транспортного средства.
- В строке «2» указывается
- первые 3 знака – международный код изготовителя;
- следующие 6 знаков – условный код автобуса;
- следующий 1 знак – код модельного года выпуска;
- последние 7 знаков – порядковый номер автобуса.
- В строке «3» указывается модель двигателя.

Табличка паспортных данных автобуса ПАЗ. Фото ГАЗ
Идентификационный номер автобуса, кроме заводской таблички, нанесен также на пластине, расположенной в моторном отсеке на задней консоли с правой стороны.
Заводская табличка двигателя расположена на крышке клапанов.
Как выглядит, устройство техники, салон
Павловский автобусный завод специализируется на выпуске пассажирского транспорта малого и среднего классов вместимости. Модели обладают современным дизайном, хорошими
техническими характеристиками, простотой в эксплуатации, легкостью приобретения запасных частей и комплектующих.
Устройство техники ПАЗ включает в себя три основных
элемента: двигатель, кузов, шасси и ничем не отличается от конструкций транспортных средств других торговых марок.

Салон городского автобуса ПАЗ-3237. Фото ЯрКамп
Салон ПАЗиков характеризуется практичностью, оформление, тип сидений, комплектация ремнями безопасности и прочими дополнительными элементами зависит от назначения автобуса. Схема расположения пассажирских кресел значительно отличается у моделей. Независимо от схемы и нумерации сидений пассажирам обеспечивается безопасность и комфорт.
Место для водителя также отличается у разных моделей, но возможно отметить
Где выпускают/делают, производитель, город, дата основания, сайт и прочие сведения
«Павловский автобус» — советский и российский производитель автобусов. Решение о создании предприятия в Павлове было принято в 1930 году, целью выступала необходимость обеспечения Горьковского автозавода и других автомобилестроительных компаний кузовной арматурой. В 1932 году строительство завода было завершено и начался выпуск продукции. Тогдашнее название – ЗАТИ (завод автотракторного инструмента).
В 1952 году произошло перепрофилирование и переименование предприятия в Павловский автобусный завод. До 1990 года предприятие носило название Павловский автобусный завод им. А. А. Жданова, отсюда аббревиатура ПАЗ и расшифровка, которая актуальна и в настоящее время, несмотря на произошедшие изменения. Родным городом завода является Павлово Нижегородской области.

Автобус ПАЗ-3204. Фото ГАЗ
В 2000-ом произошло объединение Павловского завода с ведущим производителем России – Группой ГАЗ, официальный сайт – bus.ru. Консолидация нескольких предприятий: ПАЗ, ЛиАЗ и КАвЗ – способствовала появлению в холдинге дивизиона «Автобусы», что позволило вдохнуть новую жизнь в выпускаемую технику.
Сегодня предприятие располагает мощными производственными возможностями, что позволяет собирать под брендом ГАЗ широкий выбор пассажирского транспорта разного назначения.
Сравнение в КАвЗ и ЛиАЗ
Предприятия ПАЗ, КАвЗ и ЛиАЗ, входящие в структуру Группы ГАЗ, и продукцию, выпускаемую под данными брендами, нередко сравнивают. Обусловлено это аналогичными характеристиками заводов и их продукции: разработка и производство автобусов различного назначения, большое количество модификаций, доступная стоимость в сравнении с импортными аналогами, неприхотливость в эксплуатации, доступность запасных частей, возможность эксплуатации в сложных дорожных условиях, современный дизайн салона и внешний вид.

Автобус ПАЗ-3237. Фото ЯрКамп
Однако, существуют и отличия.
Основная специализация. ПАЗ ориентирован на выпуск автобусов
«Павловский автобусный завод — фотоэкскурсия» в блоге «Производство»
Оригинал статьи находится на сайте Блог Дальнобойщик http://dalnoboi-russia.blogspot.com/2011/12/paz.html
Просьба ко всем, кто хочет сделать перепост репортажа — свяжитесь на нашем сайте с его автором, Валерием Писановым.
Павловский автобусный завод является основным производителем малых автобусов в России и входит в десятку крупнейших производителей в мире. Ежегодно с конвейера предприятия сходит более десяти тысяч единиц техники.
Блог Дальнобойщик, один из первых интернет журналов, кому удалось пройти по цехам завода с фотокамерой и сделать полноценный репортаж. За организацию этой экскурсии, огромное спасибо директору департамента массовых коммуникаций ООО «Русские Автобусы – Группа ГАЗ» Ворониной Элле Александровне, а так же лично PR менеджеру Фефеловой Ольге Андреевне.
Далее 66 фотографий и один видеоролик с конвейера ПАЗа. Так что устраивайтесь поудобней, чай или кофе будут кстати.
- Завод в Павлово, берёт своё основание в 1932 году, изначально он был рассчитан на выпуск шоферского инструмента, а так же изделий кузовной арматуры для автомобилей Горьковского и Ульяновского автозаводов.
- Первый автобус на базе автомобиля ГАЗ-51, был выпущен в августе 1952 года.Следующий год станет для заводчан юбилейным. За время своего существованияпод маркой ПАЗ было выпущено более 600 тыс. машин различных моделей и модификаций.
- Наша экскурсия по заводу началась со сварочно-кузовного цеха.
- Отсюда берёт своё начало заводской конвейер.
- На стапеле сваривают каркас. Уже угадываются очертания будущего автобуса.
- На ПАЗе внедрили лучшие технологии, успешно апробированные и применяемые на западе. Ушли в прошлое огромные складские помещения. Производство комплектующих идет на два шага впереди монтажа, так называемая «сборка с колёс».
- Честно сказать меня поразила культура производства на этом предприятии. И это не пустые слова,однажды мне удалось побывать на одном из лучших оборонных заводов страны — ПАЗ на высоте.
- Возможно, будут возражения и примеры стерильных цехов западных заводов, но давайте не будем забывать, где мы и где запад.Специально для критиков — чтобы почувствовать себя в шкуре производителя работающего в России, для начала откройте хотя бы ИП. А если через пару лет вы всё ещё будете платить налоги, тогда нам будет, о чём поговорить.
- ПАЗ – градообразующее предприятие, здесь нет китайцев или таджиков. Надо отдать должное руководству предприятия, автобусы продолжают сходить под заводской маркой.
- Около пяти тысяч сотрудников трудятся на заводе и стабильно получают заработную плату.
- Каркас будущего автобуса начинает свой путь на конвейере.
- Самый массовый российский автобус, его не смог сломить даже китайский автопром
- Сварщики в Павлове, так же суровы, как и их коллеги из Челябинска.
- Все штампованные детали изготавливают здесь же, в соседнем цеху.
- Со слов начальника сварочно-кузовного цеха, сварщик – самая высокооплачиваемая рабочая специальность на заводе.
- Табличка с VIN- номером на ПАЗе.
- Готовые корпуса поступают в окрасочный цех. Проследуем за ними.
- Грунтованный корпус готовый к покраске.
- В 2009 году введен в действие окрасочный комплекс нового поколения «Айзенман».
- До введения нового оборудования, покрасочный цех был большой головной болью всех работников и руководства малярки.
- Взвесь грунта и краски висело как проклятие над всеми рабочими цеха, но теперь это в прошлом.
- Мне показалось, что в окрасочном цехе работают одни женщины.
- Свежеокрашенный автобус готов проследовать на сборочный конвейер.
- Командует отправкой милое создание.
- Следующий этап нашей экскурсии сборочный цех. Проследуем туда.
- На любом российском заводе, не обременённом регистрацией ГИБДД и ГОСТами, можно встретить удивительные транспортные средства. Местные Левши перековали мечи на орала.
- А базу ГАЗели, сократили до неприличных полутора метров.
- На сборочном конвейере собирают различные модификации автобусов марки ПАЗ.
- ПАЗ-3204 был запущен в серийное производство в январе 2009 года. Признан Лучшим автобусом года в 2009, 2010, 2011 гг.
- Обратите внимание, пассажирские сидения новой модели. И сравним со старыми «седушками», их фото будут ниже.
- Монтаж аккумуляторного блока.
- На данный момент на конвейере ПАЗа устанавливают три модели двигателя. Дизельный ММЗ, бензиновый ЗМЗ, дизельный Cummins. С 2012 – автобусы ПАЗ 3204 будут оборудоваться дизельным двигателем ЯМЗ 530.
- На фото, двигатель Cummins
- Участок подсборки мостов.
- Футорки, фотография для тех, кто в теме.
- Сидения, родом из прошлого века. Незаменимая кстати вещь, при работе под машиной.
- Жёлтый цвет, модификации школьного автобуса. Помимо прочих изменений, в нём присутствуют сидения оборудованные ремнями безопасности, стеллажи для школьных рюкзаков. Каждое место оснащено кнопкой связи с водителем, и дополнительной подножкой, которая в открытом виде стопорит движение автобуса.
- Старый, добрый «Пазик». Автобус малого класса, до настоящего времени является основной моделью завода.
- Заводское время, идёт отсчет готовой продукции. Каждый день сборочный конвейер покидает 36 новеньких автобусов.
- Участок установки двигателя в автобусы.
- Участок стыковки шасси и двигателя.
- Компьютерная диагностика и настройка двигателя.
- Вклеивание окон.
- ПАЗ-3204 — новая модель завода, призванная заменить на конвейере ветерана ПАЗ-3205.
- Стенд проверки тормозной системы.
- Новенький автобус покидает сборочный цех.
- В заключение нашей экскурсии нам показали новую, флагманскую модель заводчан ПАЗ-320412, автобус с символическим названием Вектор.
- Знакомство с ним оставило у меня только приятные впечатления. Качество сборки и исполнение на самом высоком уровне. Стало известно, что уже есть клиенты на покупку крупных партий данной модели автобуса.
- Покидал завод в полной уверенности, у ПАЗа есть будущее!
- Оригинал статьи находится на сайте Блог Дальнобойщик http://dalnoboi-russia.blogspot.com/2011/12/paz.html
Просьба ко всем, кто хочет сделать перепост репортажа — свяжитесь на нашем сайте с его автором, Валерием Писановым.
Павловский автобусный завод — ПАЗ
Павловский автобусный завод, ПАЗ — одно из крупнейших в России предприятий автомобильной промышленности. Представляет собой производственный комплекс с высокотехнологичным оборудованием, современным окрасочным комплексом, уникальной опытно-конструкторской базой, располагает высокопрофессиональными кадрами. Завод специализируется на разработке и выпуске автобусов малого и среднего класса, длинной 7-9 м. Ежегодный выпуск составляет более 10 тысяч единиц продукции. Модельный ряд ПАЗ включает базовые модели семейств малого класса, низкопольные автобусы малого класса, а также специальные автобусы с колёсной формулой 4×4, школьные, грузопассажирские и другие спецавтомобили. Входит в группу ГАЗ. Управляющий директор Павловского автобусного завода — Васильев Андрей Владимирович.
Продукция Павловского автобусного завода
Автобусы малого класса
Вектор Next — автобус нового поколения на шасси ГАЗон NEXT
ПАЗ-2256 — автобус малого класса, построен на шасси ISUZU
ПАЗ-3205 — автобус малого класса
ПАЗ-3206 — автобус малого класса, предназначен для перевозки пассажиров по дорогам с различными видами покрытий, в том числе по грунтовым, в различное время года. Полноприводный автобус полной массой 7,2 т имеет одну дверь и 28 посадочных мест. Он оснащается российскими 4- или 5-ступенчатыми коробками передач и 2-ступенчатой раздаточной.
ПАЗ-3237 — первый российский низкопольный автобус малого класса для крупных городов с интенсивным пассажиропотоком.
ПАЗ-3203, ПАЗ-3204 — автобусы малого класса нового семейства для коммерческих перевозок.
Автобусы среднего класса
ПАЗ-4234 — удлинённая модификация автобуса ПАЗ-32054 для пригородного и междугороднего сообщения.
ПАЗ-4230 «Аврора» — автобус с современным дизайном, ввиду характерного передка в обиходе часто именуется как «утёнок». Имеются упрощённая и улучшенная версия с окнами на резиновых прокладках и вклеенными. Производство передано на КАвЗ. Были разработаны следующие модификации:
— ПАЗ-4230-01, ПАЗ-4230-04 — автобус для пригородного и междугороднего сообщения. Имеет 31 место для сидения, общая вместимость — 54 человека.
— ПАЗ-4230-02, ПАЗ-4230-05 — автобус для пригородного и междугороднего сообщения. Имеет 29 мест для сидения, общая вместимость — 52 человека.
— ПАЗ-4230-03, ПАЗ-4230-06 — городской автобус с двумя двустворчатыми дверьми. Имеет 27 мест для сидения, общая вместимость — 56 человек.
ПАЗ-320412 — автобус среднего класса для городского, пригородного и междугороднего сообщения.
В 2009 году введён в действие окрасочный комплекс нового поколения «Айзенман». Произошел самый масштабный проект по оптимизации производства связан со сборочным цехом — были сокращены нитки конвейеров до четырёх. В ходе реструктуризации производственных мощностей объединены в единый корпус прессовый, сварочно-окрасочный и металлозаготовительный цеха.
В январе 2009 года был запущен в серийное производство ПАЗ-3204. Он признан «Лучшим автобусом года в малом классе» в 2009-2010 годах, но по ряду причин базовой моделью завода пока не стал. Также разработана модификация ПАЗ-3204 с газобаллонным оборудованием.
В 2006 года Павловский автобусный завод начал участие в национальном проекте «Образование» производством специальных школьных модификаций автобусов ПАЗ-3205 и ПАЗ-3206 унифицированной жёлтой окраски.
В 2000 году в эксплуатацию были введены новые мощности для производства городских и междугородных автобусов большого и среднего классов — трёхдверного ПАЗ-5272 и двухдверного ПАЗ-4230 «Аврора». Ввиду конкуренции с основными российскими производителями производство больших автобусов ПАЗ-5272 и других большими сериями налажено не было. Также средний ПАЗ-4230 не стал основной моделью завода ввиду большего спроса на рынке на малые автобусы.
В 2000 году, на Всероссийском научно-промышленном форуме «Россия единая» ОАО «Павловский автобус» присуждены дипломы I и II степени за разработку и изготовление базовых моделей перспективного модельного ряда междугородных автобусов ПАЗ — 5272 и ПАЗ — 4230.
В 2000 году ПАЗ вошёл в состав машиностроительного холдинга «Группа ГАЗ», объединяющего основных производителей автобусной, грузовой и прочей автомобильной техники в России.
В 1999 году на Российском Международном автосалоне в Москве ОАО «Павловский автобус» стал обладателем специального приза журнала «За рулем» за городские модели автобусов ПАЗ-5271, ПАЗ-5272 и перспективный автобус ПАЗ-4230 «Аврора».
1 декабря 1989 года был начат серийный выпуск самой массовой базовой модели завода — автобуса ПАЗ-3205. Разработано более 30 модификаций этого автобуса разнообразного назначения (специализированные и люксовые), предназначенных для эксплуатации в различных климатических условиях. Из них серийно выпускается около десяти.
В 1982 году Павловский автобусный завод награжден Орденом «Знак Почета» за большой вклад в дело отечественного автобусостроения.
В 1971 году Павловский автобусный завод награжден Орденом Трудового Красного Знамени за большой вклад в дело отечественного автобусостроения.
В 1969 году на Международном салоне-конкурсе во Франции модель ПАЗ «Турист-люкс» удостоен почетного приза ХIХ Международного конкурса — большого кубка и приза «Золотая Ника» за участие в международном ралли.
12 ноября 1968 года впервые в истории отечественного автобусостроения без остановки главного конвейера завода ПАЗ переходит к выпуску разработанной на базе ПАЗ-652 новой базовой модели предприятия — ПАЗ-672. Среди его модификаций была в том числе и полноприводная однодверная модель повышенной проходимости ПАЗ-3201.
В 1967 году на автосалоне в Ницце автобус ПАЗ — 665Т был отмечен призом отличия и Большой Серебряной медалью Комиссариата Франции по туризму.
В 1958 году начато производство первой разработанной на заводе новой базовой модели ПАЗ-652 вагонной (бескапотной) компоновки с двумя многостворчатыми дверьми.
5 августа 1952 года первые пять автобусов первой производственной модели капотной компоновки ПАЗ-651 на шасси массового грузовика ГАЗ-51 вышли из заводских ворот.
24 апреля 1952 года постановлением Правительства СССР Завод автотранспортного инструмента в городе Павлово-на-Оке был перепрофилирован и переименован в Павловский автобусный завод.
5 декабря 1932 года в Павлове завершено строительство завода автотракторного инструмента для обеспечения Горьковского автозавода и других автомобильных предприятий шофёрским инструментом и кузовной арматурой, начался выпуск продукции.
Экскурсия на ПАЗ – Павловский автобусный завод | Fresher
Павловский автобусный завод является основным производителем малых автобусов в России и входит в десятку крупнейших производителей в мире. Ежегодно с конвейера предприятия сходит более десяти тысяч единиц техники.
 Завод в Павлово, берёт своё основание в 1932 году, изначально он был рассчитан на выпуск шоферского инструмента, а так же изделий кузовной арматуры для автомобилей Горьковского и Ульяновского автозаводов.
Завод в Павлово, берёт своё основание в 1932 году, изначально он был рассчитан на выпуск шоферского инструмента, а так же изделий кузовной арматуры для автомобилей Горьковского и Ульяновского автозаводов.  Первый автобус на базе автомобиля ГАЗ-51, был выпущен в августе 1952 года. Следующий год станет для заводчан юбилейным. За время своего существования под маркой ПАЗ было выпущено более 600 тыс. машин различных моделей и модификаций.
Первый автобус на базе автомобиля ГАЗ-51, был выпущен в августе 1952 года. Следующий год станет для заводчан юбилейным. За время своего существования под маркой ПАЗ было выпущено более 600 тыс. машин различных моделей и модификаций.  Наша экскурсия по заводу началась со сварочного цеха, где и происходит рождение кузова автобуса
Наша экскурсия по заводу началась со сварочного цеха, где и происходит рождение кузова автобуса  Здесь, берёт своё начало заводской конвейер.
Здесь, берёт своё начало заводской конвейер.  На стапеле сваривают каркас. Уже угадываются очертания будущего автобуса.
На стапеле сваривают каркас. Уже угадываются очертания будущего автобуса.  На ПАЗе внедрили лучшие технологии, успешно апробированные и применяемые на западе. Ушли в прошлое огромные складские помещения. Производство комплектующих идет на два шага впереди монтажа, так называемая «сборка с колёс».
На ПАЗе внедрили лучшие технологии, успешно апробированные и применяемые на западе. Ушли в прошлое огромные складские помещения. Производство комплектующих идет на два шага впереди монтажа, так называемая «сборка с колёс».  Честно сказать меня поразила культура производства на этом предприятии. И это не пустые слова, однажды мне удалось побывать на одном из лучших оборонных заводов страны — ПАЗ на высоте.
Честно сказать меня поразила культура производства на этом предприятии. И это не пустые слова, однажды мне удалось побывать на одном из лучших оборонных заводов страны — ПАЗ на высоте.  Возможно, будут возражения и примеры стерильных цехов западных заводов, но давайте не будем забывать, где мы и где Запад. Специально для критиков — чтобы почувствовать себя в шкуре производителя, работающего в России, для начала откройте хотя бы ИП. А если через пару лет вы всё ещё будете платить налоги, тогда нам будет о чём поговорить.
Возможно, будут возражения и примеры стерильных цехов западных заводов, но давайте не будем забывать, где мы и где Запад. Специально для критиков — чтобы почувствовать себя в шкуре производителя, работающего в России, для начала откройте хотя бы ИП. А если через пару лет вы всё ещё будете платить налоги, тогда нам будет о чём поговорить.  ПАЗ – градообразующее предприятие, здесь нет китайцев или таджиков. Надо отдать должное руководству предприятия, автобусы продолжают сходить под заводской маркой. Все автобусы выпускаемые на ПАЗе с 1952 года выпускаются только под маркой ПАЗ, с логотипом лилии.
ПАЗ – градообразующее предприятие, здесь нет китайцев или таджиков. Надо отдать должное руководству предприятия, автобусы продолжают сходить под заводской маркой. Все автобусы выпускаемые на ПАЗе с 1952 года выпускаются только под маркой ПАЗ, с логотипом лилии.  Около пяти тысяч сотрудников трудятся на заводе и стабильно получают заработную плату.
Около пяти тысяч сотрудников трудятся на заводе и стабильно получают заработную плату.  Каркас будущего автобуса начинает свой путь на конвейере.
Каркас будущего автобуса начинает свой путь на конвейере.  Самый массовый автобус ПАЗ 3205, его не смог сломить даже китайский автопром.
Самый массовый автобус ПАЗ 3205, его не смог сломить даже китайский автопром.  Сварщики в Павлове, так же суровы, как и их коллеги из Челябинска.
Сварщики в Павлове, так же суровы, как и их коллеги из Челябинска.  Всю «штамповку» делают в соседнем цехе.
Всю «штамповку» делают в соседнем цехе. 


 Со слов начальника сварочного цеха, сварщик – самая высокооплачиваемая рабочая специальность на заводе.
Со слов начальника сварочного цеха, сварщик – самая высокооплачиваемая рабочая специальность на заводе.  Табличка с VIN-номером на ПАЗе.
Табличка с VIN-номером на ПАЗе.  Готовые корпуса поступают в окрасочный цех. Проследуем за ними.
Готовые корпуса поступают в окрасочный цех. Проследуем за ними. 
 Грунтованный корпус готовый к покраске.
Грунтованный корпус готовый к покраске. 
 В 2009 году введен в действие окрасочный комплекс нового поколения «Айзенман».
В 2009 году введен в действие окрасочный комплекс нового поколения «Айзенман».  До введения нового оборудования, покрасочный цех был большой головной болью всех работников и руководства малярки.
До введения нового оборудования, покрасочный цех был большой головной болью всех работников и руководства малярки.  Взвесь грунта и краски висело как проклятие над всеми рабочими цеха, но теперь это в прошлом.
Взвесь грунта и краски висело как проклятие над всеми рабочими цеха, но теперь это в прошлом.  Мне показалось, что в окрасочном цехе работают одни женщины.
Мне показалось, что в окрасочном цехе работают одни женщины.  Свежеокрашенный автобус готов проследовать на сборочный конвейер.
Свежеокрашенный автобус готов проследовать на сборочный конвейер.  Командует отправкой милое создание.
Командует отправкой милое создание.  Следующий этап нашей экскурсии сборочный цех. Проследуем туда.
Следующий этап нашей экскурсии сборочный цех. Проследуем туда.  На любом российском заводе, не обременённом регистрацией ГИБДД и ГОСТами, можно встретить удивительные транспортные средства. Местные Левши перековали мечи на орала.
На любом российском заводе, не обременённом регистрацией ГИБДД и ГОСТами, можно встретить удивительные транспортные средства. Местные Левши перековали мечи на орала.  А базу ГАЗели, сократили до неприличных полутора метров.
А базу ГАЗели, сократили до неприличных полутора метров.  На сборочном конвейере собирают различные модификации автобусов марки ПАЗ.
На сборочном конвейере собирают различные модификации автобусов марки ПАЗ.  ПАЗ-3204 был запущен в серийное производство в январе 2009 года. Признан Лучшим автобусом года в 2009, 2010, 2011 гг.
ПАЗ-3204 был запущен в серийное производство в январе 2009 года. Признан Лучшим автобусом года в 2009, 2010, 2011 гг.  Обратите внимание, пассажирские сидения новой модели. И сравним со старыми «седушками», их фото будут ниже.
Обратите внимание, пассажирские сидения новой модели. И сравним со старыми «седушками», их фото будут ниже.  Монтаж аккумуляторного блока.
Монтаж аккумуляторного блока. 
 На данный момент на конвейере ПАЗа устанавливают три модели двигателя. Дизельный ММЗ, бензиновый ЗМЗ, дизельный Cummins. С 2012 – автобусы ПАЗ 3204 будут оборудоваться дизельным двигателем ЯМЗ 530.
На данный момент на конвейере ПАЗа устанавливают три модели двигателя. Дизельный ММЗ, бензиновый ЗМЗ, дизельный Cummins. С 2012 – автобусы ПАЗ 3204 будут оборудоваться дизельным двигателем ЯМЗ 530.  На фото двигатель Cummins
На фото двигатель Cummins 
 Участок подсборки мостов.
Участок подсборки мостов. 

 Футорки, фотография для тех, кто в теме.
Футорки, фотография для тех, кто в теме. 
 Сидения, родом из прошлого века. Незаменимая, кстати, вещь, при работе под машиной.
Сидения, родом из прошлого века. Незаменимая, кстати, вещь, при работе под машиной. 
 Жёлтый цвет, модификации школьного автобуса. Помимо прочих изменений, в нём присутствуют сидения оборудованные ремнями безопасности, стеллажи для школьных рюкзаков. Каждое место оснащено кнопкой связи с водителем, и дополнительной подножкой, которая в открытом виде стопорит движение автобуса.
Жёлтый цвет, модификации школьного автобуса. Помимо прочих изменений, в нём присутствуют сидения оборудованные ремнями безопасности, стеллажи для школьных рюкзаков. Каждое место оснащено кнопкой связи с водителем, и дополнительной подножкой, которая в открытом виде стопорит движение автобуса.  Старый, добрый «Пазик». Автобус малого класса, до настоящего времени является основной моделью завода.
Старый, добрый «Пазик». Автобус малого класса, до настоящего времени является основной моделью завода.  Заводское время, идёт отсчет готовой продукции. Каждый день сборочный конвейер покидает 36 новеньких автобусов.
Заводское время, идёт отсчет готовой продукции. Каждый день сборочный конвейер покидает 36 новеньких автобусов.  Участок установки двигателя в автобусы.
Участок установки двигателя в автобусы.  Участок стыковки шасси и двигателя.
Участок стыковки шасси и двигателя. 
 Скачать видео
Скачать видео  Компьютерная диагностика и настройка двигателя.
Компьютерная диагностика и настройка двигателя. 
 Вклеивание окон.
Вклеивание окон.  ПАЗ-3204 — новая модель завода, призванная заменить на конвейере ветерана ПАЗ-3205.
ПАЗ-3204 — новая модель завода, призванная заменить на конвейере ветерана ПАЗ-3205. 

 Стенд проверки тормозной системы.
Стенд проверки тормозной системы.  Новенький автобус покидает сборочный цех.
Новенький автобус покидает сборочный цех.  В заключение нашей экскурсии нам показали новую, флагманскую модель заводчан ПАЗ-320412, автобус с символичным названием Вектор.
В заключение нашей экскурсии нам показали новую, флагманскую модель заводчан ПАЗ-320412, автобус с символичным названием Вектор.  Знакомство с ним оставило у меня только приятные впечатления. Качество сборки и исполнение на самом высоком уровне. Стало известно, что уже есть клиенты на покупку крупных партий данной модели автобуса.
Знакомство с ним оставило у меня только приятные впечатления. Качество сборки и исполнение на самом высоком уровне. Стало известно, что уже есть клиенты на покупку крупных партий данной модели автобуса.  Покидал завод в полной уверенности, у ПАЗа есть будущее!
Покидал завод в полной уверенности, у ПАЗа есть будущее!История создания ПАЗ-652 — КОЛЕСА.ру – автомобильный журнал
Даже и через 10 лет после окончания войны в СССР на заводах Министерства автотракторного машиностроения выпускалось только две модели автобусов – продукцию ремонтных предприятий в расчёт не берём: местами она была совсем уж кустарной и, конечно, ни о какой конвейерной сборке речи не шло.
Когда закончилась война, Московский завод имени Сталина сумел освоить большой автобус ЗИС-154. Как сказали бы сейчас, «гибрид», поскольку в основе силовой установки – ярославский мотор, а, точнее, 2-тактный дизель, скопированный с мотора GMC 4-71 ещё до войны, и электродвигатель московского завода «Динамо». Его, конечно же, не удавалось ни идеально собирать, ни грамотно эксплуатировать. К его укороченному кузову экстренно приспособили агрегаты, унифицированные с грузовиком ЗИС-150. Получилась первая модель ЗИС-155, автобус-компромисс: маломощный, тихоходный и громоздкий, с недостаточной маневренностью и тяжелыми условиями работы шофёра.
Ещё одну модель – ГЗА-651 – сделали на Горьковском автобусном заводе по довоенным технологиям: на шасси грузовика ГАЗ-51 позади капота просто поставили кузов с деревянным каркасом, вмещавший 18 пассажиров. Альтернатива этим двум далёким от идеала моделям была безрадостной: людей возили в лучшем случае в кузове бортового грузовика, а в худшем – на подводе.
 ЗИС-155
ЗИС-155У нас в руках – «Протокол заседания научно-технического совета министерства автотракторной промышленности» от 10 ноября 1954 года, где рассматривался Технический проект автобуса ПАЗ-652 вагонной компоновки с сиденьями для 23 пассажиров. И в этой же папке – толстая пачка «синек», это сам Технический проект. С него и начнем.
Главный конструктор Павловского автобусного завода Юрий Наумович Сорочкин и ведущий конструктор автобуса Б. П. Калинин составили проект очень подробно и грамотно. Даны не только проекции внешней формы и техническая характеристика автобуса. Вся машина расписана в таблице подетально – что взято от какого из существующих автомобилей, а что оригинальное. Двигатель – серийный от легкового ЗИМ ГАЗ-12. Он был мощнее, чем у грузовика ГАЗ-51, обладал большим крутящим моментом и рассчитывался на увеличенные нагрузки. Помимо ЗИМа его устанавливали на БТР-40 и другую специальную технику.
Рассматривался вариант вместе с мотором поставить на автобус и гидромуфту ЗИМа, чтобы облегчить труд шофёра. Мосты и тормоза максимально унифицировались с ГАЗ-51, генератор взяли от БТР, а вот кузов сделали «свой» – не просто вагонный, а ещё и несущий. Если у ЗИС-155 была алюминиевая обшивка на заклёпках, то кузов ПАЗа целиком сварили из стали. По правому борту находилось две пассажирские двери. Радиатор стоял не перед двигателем, а справа от него.
 Водителю и пассажиру гарантировано адекватное поведение автобуса на дороге
Водителю и пассажиру гарантировано адекватное поведение автобуса на дорогеИнтересно, что к моменту заседания в министерстве на ПАЗе уже был опытный вагонный автобус. Его построили в 1950-1951 годах, видимо, ещё на Горьковском автобусном заводе ГЗА, а затем всё производство передали в Павлово, где на базе Завода автотракторного инструмента (ЗАТИ) во второй половине 1952 года и организовали сборку. В Павлово испытывать экспериментальный образец начали в 1953 году. Автобус с балластом, имитирующим пассажиров, активно гоняли по трассе от Павлово до Горького.
 Малые города? Сообщение между райцентрами? Не только – «Пазики» понадобились даже в самом центре Москвы!
Малые города? Сообщение между райцентрами? Не только – «Пазики» понадобились даже в самом центре Москвы!На заседании автобус представлял сам Сорочкин, бывалый горьковский конструктор, начинавший в 30-х при освоении ГАЗом первых легковушек и «полуторок». Сорочкин, так или иначе, участвовал в разработке всех «газовских» кузовов, кабин, бронекорпусов. Перед одним из показов «Победы» товарищу Сталину Сорочкин своими руками перетягивал подушку сиденья, чтобы она получилась ниже, а расстояние до потолка – больше…
Оппонентами Сорочкина 10 ноября 1954 года были маститые, если не сказать матёрые, инженеры. Прежде всего – бывший начальник Сорочкина Андрей Липгарт, снятый с поста главного конструктора ГАЗа, прошедший УралЗИС и только что возвращённый в Москву для работы в НАМИ. Также будущий «Пазик» оценивал А. И. Израиль-Скерджев, конструктор автобусов ЗИС, ведущий разработки ЗИС-155. Своё слово сказал профессор, будущий академик Д. П. Великанов, ведущий специалист по стратегии развития транспорта, руководивший испытаниями разных отечественных машин. Бюро кузовов НАМИ представлял знаменитый Ю. А. Долматовский. Вёл заседание работник министерства В. Н. Лялин.
 Опытный ПАЗ-652 на выставке 1956 года (фото из архива ФГУП НАМИ)
Опытный ПАЗ-652 на выставке 1956 года (фото из архива ФГУП НАМИ)Камнем преткновения стали два вопроса. Первый – выдержат ли агрегаты «газона» перевозку 23 сидящих плюс минимум полтора десятка стоящих пассажиров. Второй – критике подвергли саму идею совмещения функций городского и «межрайонного» автобуса.
На этом вопросе сделал акцент Великанов: «Это попытка одним выстрелом убить двух зайцев. Попытка этой конструкцией удовлетворить сразу все требования, которые предъявляются к автобусу такой вместимости. Эти требования несовместимые». Великанов заметил, что городской автобус для межрайонного сообщения не подходит. В то же время в стране отсутствует даже полноценное грузовое такси, а то, что есть – это просто перевозка пассажиров в грузовике. Кроме того, автобус для межрайонных перевозок будет ездить по грунтовым дорогам, и встанет вопрос о его проходимости. Тем не менее взгляд Великанова был очень трезвым: «Этот автобус рассматривается как временный выход из положения, а не как автобус, который следовало бы рассматривать с точки зрения современного уровня техники».
 В таких условиях «современный уровень развития техники» очень актуален
В таких условиях «современный уровень развития техники» очень актуаленЕще одна проблема, которую поставил Великанов, – отопление салона: на том же ЗИС-155 тепла от системы охлаждения двигателя на обогрев салона не хватало. Очень интересен ответ Сорочкина. Сначала он указывает на недостатки ЗИСа, подсчитывает калории, необходимые для обогрева, и рассказывает, как изучал немецкий опыт. Но далее дает изумительный комментарий: «Вообще не решён ещё вопрос, нужно ли отопление в наших условиях для городского автобуса. Это сомнительная вещь. Может, в Москве это не так заметно, а в провинции, где народ ходит в валенках и попадает в тёплый автобус, получается неприятное впечатление». Сорочкин, много лет живший по окраинам Горького, знал, о чём говорил. Просто выражался интеллигентно. Неновые валенки на ногах деревенских жителей в тёплом помещении начинали отвратительно вонять. А если в автобусе окажется 20-30 человек в валенках? Какое зловоние начнётся в салоне?
 Сельские пассажиры ждут автобус
Сельские пассажиры ждут автобусДолматовский первым делом обратился к опыту прежних лет. Про межрайонные перевозки он сказал: «Такой автобус у нас существовал 30 лет назад. Это почтовый автобус АМО-Ф15 с большим задним отсеком для багажа, с ограниченным количеством мест для сидения». Если Великанов говорил о том, что межрайонному автобусу требуется отсек для более крупного багажа, чем спортивные сумки, то Долматовский выразился конкретнее: «Мешок с картошкой не положишь». Лялин спросил: «Почему надо возить мешки с картошкой?». Долматовский ответил: Это вполне реально, что человек захочет провезти мешок картошки». Лялин парирует: «А я захочу 3 мешка взять, 30 человек каждый по три мешка». Долматовский отвечает: «Ну не мешок с картошкой, а, допустим, узел. С базара человек едет. Это совершенно реально». С места раздался смешок: «Бидон с молоком где поставите?». Долматовский невозмутим: «Мы должны стоять на реальной почве. Мы хотим через короткий срок иметь автобус. Тут у нас о валенках разговаривают и одновременно об автобусе. Тогда нельзя забывать и бидоны. Для межрайонных перевозок нужно делать соответствующую модификацию, и об этом безусловно надо позаботиться». Дает он и конкретный совет: «Багажные емкости под полом никого не устроят. Для межрайонных перевозок лучше делать багажный отсек, а пол опустить ниже».
 Пассажиры с авоськами, корзинами, чемоданами
Пассажиры с авоськами, корзинами, чемоданамиНаиболее агрессивно против нового автобуса выступал А. А. Липгарт. Он откровенно сомневался в выносливости агрегатов, разработанных ГАЗом под его же руководством, откровенно нападал на своего бывшего коллегу Сорочкина: «Этот автобус в таком виде к чему приведёт? К скандалу или к нормальной эксплуатации?» Раздаются голоса: «Это крайности». Липгарт настаивает: «Почему крайности? Давайте прямо рассматривать, что из этого автобуса получится!». Представитель ВНИИАТ Иванов подыгрывает Липгарту: «Конечно, ничего не получится». Интересно, что позиция Андрея Александровича Липгарта не только по этому вагонному автобусу, но и по разработкам его родного ГАЗа, сделанным уже после того, как его сняли с должности, была жёсткой, но слабо аргументированной: он так и не примирился с потерей статуса главного конструктора ГАЗа и почётной должностью в НАМИ.
 Сказать бы этим пассажирам, что «из автобуса ничего не получится»!
Сказать бы этим пассажирам, что «из автобуса ничего не получится»!К чести Сорочкина надо сказать, что он отлично умел «держать удар». Как опытный конструктор кузовов, он был полностью уверен в грамотности расчёта несущего кузова: «Кузов может больше принять нагрузку, больше, чем 2 тонны». «Кузов рассчитан на то, чтобы без переделок можно было увеличить грузоподъемность. Кузов имеет запас прочности на 32 пассажира». Отлично отвечает он на вопросы о ремонтопригодности. Например, на вопрос, как вынимать двигатель, он заметил: «Он установлен на салазках и вынимается. Кроме того, открывая переднюю часть капота, вы получаете легкий доступ ко всем агрегатам. Радиатор перенесён, получается хороший доступ к двигателю».
Зисовец Израиль-Скерджев спросил, почему нельзя применить двигатель ЗИС-150. Сорочкин за словом в карман не лезет: «В этом варианте двигатель ЗИС исключается – настолько он тяжёлый. Нужен промежуточный двигатель для этой машины».
 «Легкий доступ к двигателю» порой приходилось оценивать прямо в пути
«Легкий доступ к двигателю» порой приходилось оценивать прямо в путиЗдесь уместно заметить, что ПАЗ-652 с двигателем ЗИМа в 1954-м предлагался как «автобус первой очереди». Он был необходим, чтобы просто начать производство. Далее планировалось освоить «вторую очередь», окончательный вариант с более подходящим двигателем. Великанов спросил: «Всё-таки какой двигатель вы рассчитываете для автобуса второй очереди?». Сорочкину есть, что ответить: «Это тот двигатель, который предусмотрен типажом развития грузовых автомобилей ГАЗа». Причём он ещё заметил, что на ГАЗе «такую работу начали».
 Автобус «второй очереди» ПАЗ-672, до которого было очень далеко
Автобус «второй очереди» ПАЗ-672, до которого было очень далекоИзвестно, что до появления 8-цилиндровых моторов семейства ГАЗ-53, которые в конце концов и стали той самой «второй очередью», в 1954 году было ещё очень далеко. Липгарт занимал радикальную позицию, предлагая не строить больше никаких образцов и вообще освободить ПАЗ от задания на разработку «вагонного» автобуса. Долматовский тоже указал в заключении, что «Данные по надёжности деталей – угрожающие». И всё-таки именно Долматовский сказал на заседании несколько слов в оправдание проекта.
Прежде всего ему понравилось, как сделана верхняя часть кузова: «Существует завод, хорошо оснащённый в кузовном отношении», «в кузовной части проект заслуживает всякого одобрения и внимания, в частности – система отопления, конструкция крыши, каркаса и т.д.», «…надёжность кузова у меня сомнений не вызывает, я только считаю необходимым проверить экспериментально. Несущий кузов даёт огромный запас прочности». Или вот ещё: «Это реальная возможность для замены автобуса ГЗА-651». «Павловский завод постепенно становится заводом самостоятельным. Никто не мешает ему идти именно по этой линии».
 ГЗА-651 и его замена. Почувствуйте разницу!
ГЗА-651 и его замена. Почувствуйте разницу!В итоге Сорочкин просит просто разрешить заводу строить дальнейшие образцы. Цитируем: «Хотелось бы получить разрешение с целью изучения всего того, что вложено в конструкцию, построить всё-таки опытный образец, даже не посылать его, может быть, в Москву». И ведущий заседание Лялин сдаётся: «Ставьте этот вопрос, и вам разрешит Главное управление. Оно может свои опытные работы вести, как оно хочет».
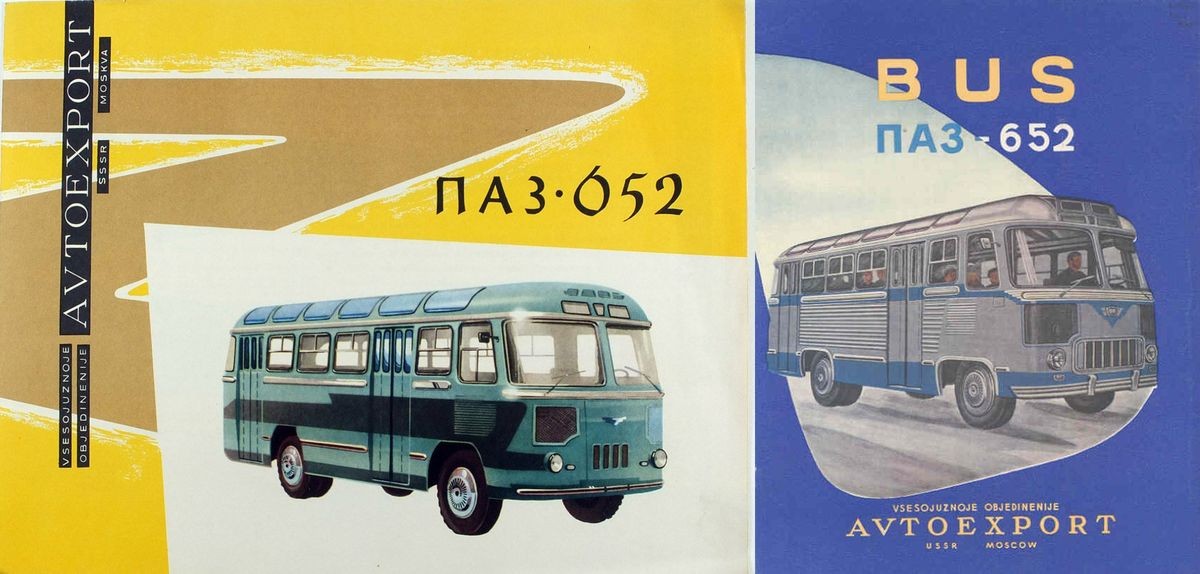 От автобуса ПАЗ-652 не отказывался даже «Автоэкспорт»
От автобуса ПАЗ-652 не отказывался даже «Автоэкспорт»Мы знаем, что это и был путь к спасению «Пазика». Уже летом 1956 года на большой выставке наших машин и иномарок в НАМИ появился опытный образец ПАЗ-652, ещё заметно отличавшийся от серийного автобуса. Через два года завод сдал первые 218 товарных экземпляров. Ровно 10 лет они уходили к потребителю с немного модифицированными 90-сильными «шестёрками» от ЗИМа. К концу 60-х в Павлово выпускали до 9 тысяч автобусов в год. И только в 1968-м увидела свет первая тысяча автобусов «второй очереди» ПАЗ-672 с «полноценным» 8-цилиндровым двигателем.
Наш «Пазик»: золотые страницы истории «маршрутки»
В те же годы автобусники из СССР стали покорять подиумы Старого света. Для Международного конкурса автобусов и Международного туристического ралли, проходившего в мае 1967 г. на Французской Ривьере в Ницце, изготовили туристический автобус класса люкс ПАЗ-665 «Турист», получивший первый приз президента Французской республики за самый оригинальный дизайн!
Стилистические мотивы, заложенные в ПАЗ «Турист», впоследствии возродились в автобусе ПАЗ-3205 — той самой маршрутке, на которой последние 25 лет ездит вся Россия. Руководству завода, видимо, пришелся по душе пьянящий вкус мировой славы, и через пару лет они выкатили на суд публики новый туристический концепт. На 19-й Международной неделе автобусов в той же Ницце он отхватил Большой кубок и приз «Золотая Ника». Говорят, что в этот автобус была тайно влюблена сама Бриджит Бардо, и его пытался выкупить Дюк Савье — известный организатор коктейльных вечеринок на Лазурном берегу, но советская сторона ответила отказом.
Правда, на Родине буржуазного красавца в серию не пустили. На смену хрущевской оттепели приходил брежневский застой, поэтому Отечеству нужны были другие герои: крепкие, работящие, скромные ребята, готовые постоять за себя и за свою кондукторшу Нюру. Именно таким стал ПАЗ-672 — один из самых узнаваемых автобусов Советского Союза. Его выпуск наладили в 1968 году, и, практически без изменений, он продержался на конвейере 21 год. «Пазик» стал основным общественным транспортом пригородных и межсельских маршрутов, на его плечи легло почти 80% всех перевозок.
Экономическая география
ПАЗ организовал экспорт своего хита в 30 стран дальнего зарубежья. Модель попала на дороги Европы, Азии, Латинской Америки и Африки. Причем на черный континент автобус поставлялся под именем «Тобол». Большим спросом он пользовался на пригородных маршрутах на Кубе, в Болгарии, ГДР и даже в Венгрии, где, казалось бы, должно было хватать собственных «Икарусов». Правда, в капиталистические страны ПАЗ-672 не поставлялся: планировка салона не соответствовала требованиям многих заказчиков.
Упрощенный дизайн губ и канавок
Губы и рощи являются важной частью нашей повседневной жизни, и они работают по очень простой предпосылке. Возьмем, к примеру, коробку для завтрака. Ланч-бокс состоит из двух частей: основания (куда вы кладете бутерброды) и крышки. Кромка встроена в стыковочный край крышки, а паз встроен в край основания коробки. Когда вы сдвигаете их вместе, они не только помогают выровнять сборку, но также помогают запечатать ее и держать закрытой, не давая вашему обеду выпасть повсюду.
 Рис. 1. Кромка, канавка и бутерброд в коробке для завтрака. (Изображение любезно предоставлено Global Baby.)
Рис. 1. Кромка, канавка и бутерброд в коробке для завтрака. (Изображение любезно предоставлено Global Baby.)
Конечно, это не только коробки для завтрака, которые соединяются между собой кромкой и канавкой. У вашего смартфона, вероятно, тоже есть он, как и у корпуса блока питания вашего ноутбука. Фактически, везде, где необходимо соединить две пластмассовые оболочки для создания закрытого корпуса, существует большая вероятность того, что имеется выступ и канавка, выравнивающие и соединяющие два компонента вместе.
В этом руководстве мы рассмотрим функцию выступа и канавки в SOLIDWORKS, которая обеспечивает простой метод создания частей выступа и канавки в ваших проектах.Это довольно простой в использовании инструмент, и как только вы освоите его, вы сможете значительно сократить время, необходимое для включения этих функций в свои проекты.
Сделайте коробку
Хорошо, первый шаг — сделать какую-нибудь коробку или контейнер. Коробка должна состоять из двух компонентов — основания и крышки. Я не буду вдаваться в описание того, как сделать коробку в этом уроке. Скажем так, знание того, как сделать модель полого контейнера, является необходимым условием для использования функции выступа и канавки!
Важно отметить, что функция выступа и канавки работает только в режиме детали.Он не будет работать в режиме сборки. Таким образом, вы можете построить коробку как два отдельных корпуса в режиме детали или сначала построить основу и импортировать крышку как отдельное тело в тот же документ детали.
На рисунке 1 я решил спроектировать крышку и основание в одном документе.
На рисунке вы заметите, что я добавил несколько внутренних ребер к основанию коробки. Это не случайность, и позже вы поймете, почему я это сделал.
 Рисунок 2.Стандартный ящик и крышка с внутренними ребрами.
Рисунок 2.Стандартный ящик и крышка с внутренними ребрами.
Теперь, когда ваша модель контейнера открыта в режиме детали, вам потребуется доступ к функции выступа и канавки.
Доступ к функции можно получить из меню в верхней части дисплея:
Вставка> Крепежные элементы> Кромка / канавка
Эта последовательность откроет окно выбора функции вверху на левой панели.
 Рис. 3. Доступ к выступу и канавке.
Рис. 3. Доступ к выступу и канавке.

Рисунок 4.Панель Lip / Groove.
Отсюда вы увидите несколько вариантов. В первом разделе вы увидите два поля выбора ввода для выбора тела / части. Здесь вы выберете, на каком теле должна появиться губа и на каком теле вы хотите нанести канавку. Я выбрал деталь под названием «Основание», чтобы наложить канавку, но ваш дизайн может отличаться. Третье поле выбора в этом разделе позволяет вам выбрать направление резания канавки. Вообще говоря, вам нужно, чтобы разрез был направлен вниз, поэтому в качестве ориентира выберите край, обращенный вниз.В моем примере я выбрал один из самых длинных краев внутренних ребер. Обратите внимание: если все выбранные грани, на которых нужно создать выступ и канавку, плоские и имеют одну и ту же нормальную грань, направление по умолчанию будет нормальным к плоским граням.
После определения деталей для применения кромки и канавки, а также после определения направления, вы можете прокрутить вниз панель кромки / канавки до следующего раздела, который называется «Выбор канавки».
Первое поле позволяет выбрать грани, на которых вы хотите вырезать канавку.В моем примере я выбрал самую верхнюю грань основания. Под ним находится поле, которое позволит вам определить внутренний или внешний край, где вы будете вырезать канавку. Я выбрал внутренние края самой верхней грани, которые я определил в предыдущем поле. Под этими двумя полями вы увидите два флажка.
 Рис. 6. Примеры удаления интервалов перехода и выбора интервалов перехода.
Рис. 6. Примеры удаления интервалов перехода и выбора интервалов перехода.
Один флажок предназначен для «Tangent Propagation », позволяет расширить срез канавки до касательных кромок (я оставил этот флажок снятым, потому что мои кромки плоские), а следующий флажок позволяет «перепрыгивать через промежутки».«Я поставил этот флажок. Помните вертикальные ребра внутри коробки? Установив флажок Прыжковые зазоры, SOLIDWORKS прорежет канавку за ребрами и создаст гнездо для выступа, которое будет за ними.
 Рисунок 6. Определение канавки.
Рисунок 6. Определение канавки.
После ввода определений для канавки прокрутите еще немного вниз на панели Lip / Groove, и вы увидите область «Lip Selection». Параметры здесь точно такие же, как и у секции канавки, потому что — подождите — кромка в основном является геометрически зеркальной канавкой.
Если щелкнуть поле «Выбор губ», тело с канавкой исчезнет из главного окна и станет видна часть крышки. Вы повторите ту же процедуру, что и для тела с канавкой, за исключением одного различия: если канавка находится на внутреннем крае, вам нужно будет прорезать губу по внешнему краю этой части. И, наоборот, если канавка находится на внешнем крае, тогда вам нужно будет приложить губу к внутреннему краю этого корпуса, чтобы вся сборка соединилась вместе.
Итак, теперь ваша геометрия выступа и канавки определена, вы указали, какие кромки должны быть вырезаны на каждом теле, и можете перейти к следующему разделу.

Рисунок 7. Параметры выступа и канавки.
Прокрутите вниз до последнего раздела на левой панели кромки / канавки, и вас встретит чертеж в разрезе кромки и канавки с полями ввода, указывающими на каждую часть кромки и канавки. Здесь вы определите индивидуальные размеры губ и канавки.Хотя следует отметить, что до тех пор, пока в вашей геометрии нет конфликтов, у вас должны быть уже применены значения по умолчанию, и вы можете фактически установить флажок «Показать предварительный просмотр», чтобы увидеть, как будет выглядеть ваш дизайн. Если вас устраивают настройки по умолчанию, вы можете щелкнуть зеленую галочку в верхней части панели губ / канавок, и вы увидите губу и канавку, примененные к вашей модели в главном окне.
Если вас не устраивают настройки по умолчанию, вы можете изменить значения в белых полях вручную.Например, у вас недостаточно высокая губа. В этом случае вам нужно будет посмотреть на рисунок, найти поле ввода, соответствующее высоте губ, и изменить значение. Затем SOLIDWORKS создаст более глубокий вырез и более высокую губу. Изменение этих значений приведет к изменению допусков и, следовательно, подгонки сопряжения при производстве.
Наконец, в нижней части панели есть три флажка: Связать совпадающие значения, Показать предварительный просмотр и Сохранить существующие грани стен.
Параметр «Связать согласованные значения» приравнивает определенные параметры друг к другу, гарантируя, что при масштабировании они остаются относительно друг друга.
Отметка параметра «Сохранить существующие грани стен» по возможности сохранит черновую версию и расширит существующую грань стены до верхней части выступа, если вы создаете выступ на стене модели, имеющей черновую версию.
Итак, вот оно. Функция выступа и канавки довольно проста в использовании и экономит много времени при проектировании корпуса. Я использовал его несколько раз, и он особенно хорош для корпусов, напечатанных на 3D-принтере. Просто не забудьте сделать толщину губы не менее трех нитей шириной, чтобы губа была более прочной и жесткой.
 Рис. 8. Крупный план канавки (слева) и выступа (справа).
Рис. 8. Крупный план канавки (слева) и выступа (справа).
определение паза по The Free Dictionary
Они не видят того, что не является очевидным, неспособны делать неожиданное, неспособны приспособить свою стройную жизнь к другим и странным ритмам. Короче говоря, когда они подходят к концу своей собственной канавки, они умирают. Я не думаю, что вы знаете, что это такое — попасть в канавку и долго выбираться из нее и не получить отрыв. «Готово!» — говорит Грув, еще один любитель более спокойной внешности, вынимая блокнот, чтобы войти в него, потому что наш друг Рэттл иногда забывает об этих мелочах.Мне понравилась его фотография, начиная с сорока семи лет, когда большинство мужчин уже удобно устроились в канавке для нового мира ». И вы попадаете в канавку, потому что в целом это довольно приятная канавка. Во время одного сильного ливня молния ударила по большой смолистой сосне на другой стороне пруда, образовав очень заметную и совершенно правильную спиральную канавку сверху вниз, глубиной дюйма или более и шириной четыре или пять дюймов, как если бы вы сделали канавку при ходьбе. Ящик со снарядами в пазу по толщине приклада содержал около двадцати таких электрических шариков, которые с помощью пружины вдавливались в ствол орудия.Он и Дансфорд вместе работали над этой темой на скелете Филиппа, задавая друг другу вопросы, пока оба не знали наизусть каждое прикрепление и значение каждого узелка и бороздки на человеческих костях; но в комнате для осмотра Филиппа охватила паника, и он не смог дать правильных ответов на вопросы из-за внезапного страха, что они могут быть неправильными. На крыше своего туалета, а не прямо посреди гамака, я приказал столяру вырезал отверстие размером в квадратный фут, чтобы в жаркую погоду, когда я спал, давал мне воздух; какое отверстие я с удовольствием закрыл с помощью доски, которая продвигалась вперед и назад через канавку.Неудивительно, что его мысли все еще были о ткацком станке и деньгах, когда он путешествовал по полям и переулкам, чтобы забрать и отнести домой свою работу, так что его шаги никогда не блуждали к изгородям и переулкам в поисках когда-то знакомые травы: они тоже принадлежали к прошлому, от которого его жизнь отошла, как ручей, уходящий далеко с травянистой окраины своей прежней широты в маленькую дрожащую нить, которая прорезает себе канавку в Он нес в кармане пальто неглубокую коробку с канавками, а в канавках — полоски стекла длиной пять дюймов и шириной три дюйма.От ударов босых ног в каменных плитах остались борозды глубиной в несколько дюймов; Чтобы достичь этого, потребовалось много поколений детей-качелей. .идиом по The Free Dictionary
Понравилось это видео? Подпишитесь на нашу ежедневную бесплатную электронную почту и каждый день получайте новое видео с идиомами!
быть в пазу
1. Быть погруженным в конкретную задачу и, таким образом, работать плавно и эффективно. Теперь, когда я в ударе, думаю, я смогу закончить эту статью сегодня вечером — раньше срока! Если я нахожусь в канавке, я могу чистить часами.
2. Быть в ловушке или застревать в обыденном, неизменном образе жизни, работы и / или личного поведения.В этом смысле «застрял» может использоваться после конъюгированной формы «быть». Когда я только закончил колледж, у меня было столько амбиций, но теперь я чувствую, что нахожусь в ударе. Мы застряли в колее — давайте переедем на лето за границу и все встряхнем!
быть в канавке
1. Быть погруженным в конкретную задачу и, таким образом, работать плавно и эффективно. Теперь, когда я в нужном месте, думаю, я смогу закончить эту статью сегодня вечером — досрочно! Если я нахожусь в канавке, то могу чистить часами.
2. Пережить особенно успешный период. Три чемпионских титула подряд? Вау, эта команда действительно в ударе.
получить (свой) ритм на
сленг Танцевать и развлекаться. После такой долгой недели, почему бы нам не пойти сегодня вечером поиграть в клуб?
попасть в паз
Чтобы погрузиться в конкретную задачу и, таким образом, работать плавно и эффективно. Теперь, когда я в тонусе, я думаю, что смогу закончить эту статью сегодня вечером — досрочно! Попав в канавку, я могу чистить ее часами.
паз на (кого-то или что-то)
Чтобы иметь сильный интерес к кому-то или чему-то. Эти милые парни снова смотрят сюда — я думаю, они нам нравятся! Я знал, что хочу изучать искусство, но не ожидал, что буду так сильно разбираться в дизайне тканей.
рифленый
сленг Днем и доволен. Отдых в отпуске наверняка порадовал Тима — сейчас он спит на одеяле на песке.
канавка
1. сленг Танцы. Посмотрите на эту пожилую пару, которая просто танцует посреди танцпола — они очаровательны.
2. Сленг Весело. Мы просто болтаемся и болтаем — приходите к нам!
в пазу
1. Погружен в конкретную задачу и, следовательно, работает плавно и эффективно. Теперь, когда я в нужном месте, думаю, я смогу закончить эту статью сегодня вечером — досрочно! Если я нахожусь в канавке, то могу чистить часами.
2. Переживаю особенно успешный период. Три чемпионских титула подряд? Вау, эта команда действительно в ударе.
каменная канавка
Крутая, классная вещь или опыт.Наконец-то возможность увидеть мою любимую группу вживую на концерте станет настоящим камнем преткновения, чувак.
застрял в канавке
По-видимому, застрял или застрял в неизменном образе жизни, работы или поведения. В первую очередь слышно в Великобритании. Когда я только закончил колледж, у меня было столько амбиций, но теперь я чувствую, что застрял в колее. Мы застряли в затруднительном положении, Салли — давайте переедем на лето за границу и все встряхнем! Тяжелые отношения между двумя странами застряли в пазу с тех пор, как новый президент отказался от обязательств своего предшественника по новой торговой сделке.
.Столярные изделия для языка и пазов | Популярный журнал Woodworking
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Есть много способов разрезать этот популярный стык «кромка к краю».
Билла Хилтона
из апрельского номера 2005 г.
При настройке настольной пилы на разрезание стыка просто проверьте положение направляющей планки для паза. Наведите взгляд на конец ложи и совместите проведенную на нем осевую линию с центром резака.Двухпроходная процедура центрирует канавку и устраняет необходимость в пробных надрезах. При выполнении соединения (справа) ваша цель — плотная прессовая посадка. Это первая попытка — честно!
Пазогребневое соединение — это краевое соединение с механической блокировкой. Кромка одной доски имеет паз. Соответствующий язычок образуется на краю ответной платы. Шпунт входит в паз, и доски стыкуются.
Вероятно, вы больше всего знакомы с многочисленными применениями швов в строительстве, например, для настила полов и панелей.В мебельном производстве шпунт с пазом отлично подходят для приклеивания кромок. При точном разрезе стык гарантирует, что грани соседних досок будут легко совпадать, и что они не могут выйти из выравнивания, когда вы устанавливаете и затягиваете зажимы. Когда зажимы оторвутся, перед тем, как двигаться дальше, достаточно немного поскрести и отшлифовать вручную.
Обрезка стыка
Обдумайте конструкцию стыка, прежде чем настраивать его на резку. Хорошие пропорции необходимы для создания прочного сустава, но также важна его цель.Общее правило гласит, что у вас должен быть квадратный язычок, который составляет примерно одну треть толщины заготовки и центрирован по краю. Работает с прикладом 3⁄4 дюйма, который заменяется на шпунт толщиной 1⁄4 дюйма на длину 1⁄4 дюйма и соответствующей канавкой.
Более длинный язык (например, 1⁄2 дюйма) может сломаться в плече. Также стенки глубокого паза могут потрескаться. Но гребень и паз для склейки панели — просто для совмещения и выравнивания граней — требует только небольшого язычка. Все, что нужно, — это 1⁄8 дюйма
Соединение должно быть плотно запрессовано: если вам нужно сбить части вместе, а затем изо всех сил пытаться их разделить, соединение слишком тугое. Язычок, который на волосок слишком толстый для канавки, может на самом деле сесть, но он вызовет нагрузку на боковые стенки канавки и может со временем вызвать их расщепление. С другой стороны, вы не хотите, чтобы шпунт дребезжал в канавке, особенно там, где соединение предназначено для совмещения и выравнивания поверхностей во время сборки.
Для резки пазовидных соединений можно использовать настольную пилу, фрезерный станок или фрезерный станок, ручной или настольный.Я собираюсь сосредоточиться на настольной пиле и фрезере.
Нет четкого правила, какую половину сустава вы режете в первую очередь. Я предпочитаю сначала сделать канавку, потому что считаю, что под нее легче вставить шпунт, чем наоборот.
На настольной пиле
Чтобы сделать паз и паз на настольной пиле, используйте резак dado, а не обычное лезвие (если только ваш приклад не имеет толщину 3⁄8 дюйма или меньше). Я использую два внешних резака, чтобы получить ширину реза 1⁄4 дюйма при работе с прикладом 3⁄4 дюйма.Более толстая ложа требует более широкой канавки.
Жертвенная облицовка параллельного упора сохраняет режущий инструмент и упор, но позволяет регулировать ширину реза с помощью положения упора. Это больше, чем просто облицовка, мина огибает забор; один фиксирующий зажим удерживает его.
Установите следующую высоту фрезы — от 1⁄4 ″ до 3⁄8 ″ оптимально для соединения, собираемого без клея. Если вы делаете клеевой шов, неглубокая канавка в 1⁄8 дюйма — это все, что вам нужно.
Установите параллельный упор в нужное положение, стараясь расположить его по центру канавки на заготовке.Сделайте пробный надрез и измерьте выступы канавок штангенциркулем. Отрегулируйте установку упора, чтобы отцентрировать пропил как можно ближе, затем отцентрируйте его, сделав два прохода на каждой доске. Когда вы будете довольны образцами, сделайте канавку на каждой заготовке.
Используйте деталь с канавками, чтобы установить ограничитель для прорезей под шпунт. Совместите крайний внешний зуб фрезы с внутренней стенкой канавки. На этом этапе могут потребоваться пробный разрез и некоторая тонкая настройка для правильной посадки соединения.
Для перехода на язычкообразную установку высота фрезы не меняется.Используйте канавку для образца, чтобы установить упор, совместив внешний край резца с кромкой канавки для образца, как показано ниже. Вероятно, вам понадобится жертвенная облицовка на вашем заборе, как показано на фотографиях.
Шпунт, вырезанный на каждом краю доски, образует язычок. Разумно вырезать образец и проверить его соответствие, прежде чем вырезать всю работу.
Отрежьте образец шпунта и вставьте его в канавку. Проведите работу вдоль ограждения, отрезая одно плечо, затем поверните работу и повторите разрез, чтобы сформировать второе плечо, как показано ниже.При необходимости отрегулируйте положение упора, чтобы оно хорошо прилегало.
С маршрутизатором
Использование маршрутизатора дает вам больше возможностей с точки зрения подхода и резаков. Вы можете работать на столе маршрутизатора или вы можете перемещать портативный маршрутизатор через доски с растениями.
Если вы собираетесь использовать первый подход, вы можете разрезать пазогребневые соединения с помощью прямой насадки, пазового фрезы или специального узла или набора пазогребневых фрез. Если вы хотите использовать портативный маршрутизатор, я бы порекомендовал использовать пазорез.
Когда вы используете прямую коронку, изменение положения упора для режущих языков может стать проблемой с оптической точки зрения. Наведитесь поперек долота на рифленый образец, чтобы выполнить начальную настройку. Отрежьте образец язычка и при необходимости отрегулируйте положение упора на основе испытательного фитинга.
Использование прямой биты: с другой стороны, вы используете обычную биту, которая имеет множество применений. С другой стороны, в зависимости от твердости вашей ложи вам может потребоваться сделать более одного прохода за один проход для достижения полной глубины.Это может вызвать проблемы с последовательностью работы, особенно при работе с большим количеством деталей. В частности, вы должны сделать проход на каждой заготовке, отрегулировать глубину резания, а затем сделать второй проход на каждой заготовке.
Использование прямой насадки для прорезания пазогребневого соединения на переносном фрезере требует балансировки инструмента на узких краях, что является сложной задачей. Разрезание стыка на фрезерном столе с помощью прямой насадки имитирует использование резака dado на настольной пиле.
Элементы управления резанием таковы: выступ сверла над столешницей определяет длину гребня / глубину канавки.Положение ограждения контролирует поперечное размещение разреза. Вы режете оба элемента работой по краю, лицом к забору.
Два прохода формируют язык. Обратите внимание, что разрез находится на стороне забора работы. Кроме того, стол настроен таким образом, чтобы не допустить остановки резки. Хотя это и не нулевой зазор, проем в столешнице минимизирован, а облицовка ограждения бесшовная.
Последовательность настройки и режим резки также имитируют подход настольной пилы:
• Установите сверло и установите его удлинитель.
• Установите упор для канавок. Закрепив один конец упора, поверните свободный конец, чтобы совместить осевую линию образца заготовки с центром сверла. Вспомогательные покрытия на упоре и столешнице уменьшают размер или устраняют раскрытие бит, чтобы предотвратить зависание заготовки.
• Обработайте канавки, легко центрируя их, сделав два прохода.
• Переставьте решетку для язычков.
• Фрезеруйте язычки, делая два прохода на каждой заготовке.
Использование пазореза. Альтернативой, которая одинаково хорошо работает с настольными и портативными маршрутизаторами, является пазорез.С другой стороны, он легко прорежет канавку на всю глубину. Это хороший выбор для тонких материалов, поскольку доступны различные щели шириной менее 1⁄4 дюйма. Однако не существует отдельных фрез шириной более 1⁄4 дюйма. Для создания канавки шириной более 1⁄4 дюйма требуется сборка с двумя или более резцами на оправке.
Пазогребневое соединение требует точности посадки, а не точности размеров. Как и в случае с другими установками, я смотрю на высоту паза по отношению к центральной линии, отмеченной на рабочем образце.Канавка центрируется с использованием двухпроходной рабочей последовательности, и точная ширина канавки имеет незначительное значение.
При резке долбежным станком длина гребня / глубина канавки контролируется направляющим подшипником или упором, а положение прорезей на краю заготовки регулируется регулировкой удлинения долота. Все разрезы выполняются плоской работой на столешнице или фрезером на лицевой стороне доски.
Начните с прорезания канавки. Положите приклад ровно на поверхность стола рядом с ножом и поднимите или опустите нож, пока его кончик не окажется по центру края ложи.Отрегулируйте упор на желаемую глубину пропила. Протяните ложу через столешницу, плотно прилегая ее краем к решетке, чтобы сделать разрез.
При использовании пазореза работа ложится ровно на поверхность стола во всем разрезе. Точно отцентрируйте пропил обычным способом: выполняйте проходы по обеим сторонам. Второй проход, вероятно, немного расширит канавку, но обеспечит ее центрирование.
Как и в случае с прямой коронкой, вы можете использовать двухходовой подход для центрирования канавки. Сделайте один проход лицом к столешнице, второй — спиной к столешнице.Канавка будет, скорее всего, немного шире 1⁄4 дюйма, но она будет по центру. Затем вставьте язычок в этот паз.
Когда вы переключаете настройку на отрезание язычков, оставьте настройку упора в покое. Положите образец с канавкой рядом с сверлом и опустите его до тех пор, пока режущий наконечник не совместится со стенкой канавки, которая находится ближе всего к поверхности стола. (Вы же не хотите, чтобы работа застревала в ловушке.) Отрежьте тестовый язычок и отрегулируйте настройку по мере необходимости, чтобы он соответствовал канавкам.
Всегда делайте язычковые пропилы, когда фреза опущена на стол, а не зажимайте работу между ним и столом.Как и в случае с другими наборами инструментов, для начальной настройки вы используете образец с канавками. (У этого фрезерного стола есть верхний регулятор.)
Специальные пазогребневые фрезы: большинство производителей долот продают отдельные долота или наборы долот, разработанные специально для обработки пазогребневых соединений. Большинство дает вам две отдельные насадки, одна для прорезания канавок, а другая для шпунта. Преимущества:
• Вам не нужно «подогнать» шпунт к канавке. Сразу после установки фрезы произведут оптимально подогнанный стык.При условии, что биты имеют достаточную емкость для обработки заготовки толщиной более 3⁄4 дюйма, и если вы помечаете ориентир — и следите за метками во время работы — смещение канавки и шпунта не должно быть проблемой.
• Установите два стола, по одному на каждую долото, и вы сможете фрезеровать заготовку в производственном режиме.
Но если вы не делаете много столярных работ с пазом и пазом, эти специальные фрезы, на мой взгляд, не являются выгодным вложением. ШИМ
Примечание редактора: для получения дополнительных инструкций по столярным изделиям прочтите «Столярные изделия с электроинструментом Билла Хилтона.”
Рекомендации по продукту
Вот некоторые расходные материалы и инструменты, которые нам необходимы в повседневной работе в магазине. Мы можем получать комиссию с продаж по нашим ссылкам; однако мы тщательно отбирали эти продукты на предмет их полезности и качества.
.